Fejlbeskrivelse
Printeren viser tegn på, at hotenden (H2S) er clogged. Dette kan blandt andet medføre, at der ikke kommer nok filament ud, eller at printeren bevæger sig korrekt, men uden at ekstrudere materiale under 3D printningen.
Hvornår skal du bruge denne guide?
Brug denne guide, når du oplever problemer med under-ekstrudering (der kommer for lidt plast ud) eller ingen ekstrudering (intet filament kommer ud af dysen), selvom printeren kører som normalt.
Tilstopninger kan opstå af flere årsager – for eksempel hvis hotend-temperaturen er for lav til at smelte plasten hurtigt nok under udskrivning, eller hvis det anvendte filament indeholder mikroskopiske partikler (som i træ- eller kompositfilamenter), der samler sig i dysespidsen og begrænser flowet.
Mulige årsager / placering af tilstopning
- Hotend (H2S)
- Dyse / nozzle
- Filamentrester eller partikler i dysespidsen
Værktøj der er nødvendigt
- Afklaring af nål værktøj
- Tang
- Ovnhandske
- H1.5 eller H2.0 unbrakonøgle
- Filament
Noter før du starter
Bemærk venligst, at nogle af operationerne i denne vejledning kan være farlige, hvis de ikke udføres med omhu, da de involverer høje dysetemperaturer. Tag venligst alle nødvendige forholdsregler, når du udfører disse opgaver. For nogle af disse procedurer skal maskinen være slukket, og dysen skal være helt afkølet for de fleste af disse procedurer.
Når det er nødvendigt at holde hotenden i hånden, skal du venligst bære en ovnhandske og sørge for, at gulvet eller bordpladen under hotenden er fri for brændbare materialer eller møbler eller gulvbelægning, der let kan blive beskadiget af varmen.
Operation guide
1. Manuel ekstrudér filamentet
Dette er den simpleste metode til at fjerne en blokering i hot end. Øg hot end-temperaturen lidt over filamentets anbefalede temperatur på skærmen, og ekstruder derefter filamentet ved at vælge indstillingen for indlæsning i skærmmenuen.
Trin 1. Opvarm hotenden
Øg hotend-temperaturen lidt over den anbefalede temperatur for filamentet (PLA for eksempel, sæt hotend-temperaturen til 250°C).

Trin 2. Manuel ekstrudering
Klik på indlæsningsknappen på skærmen for at ekstruere filamentet manuelt, observer om dysen kan ekstruere korrekt.
 |  |
2. Cold pull
Hvis du ikke kan ekstrudere filamentet manuelt, tilbyder printeren en vedligeholdelsesfunktion til koldtræk af dyse for at hjælpe dig med at udføre koldtrækoperationen. Denne artikel bruger PLA som et eksempel på koldtræksproceduren.
Trin 1. Klik på "Værktøjskasse"
På Toolbox-siden skal du klikke på "Nozzle Cold Pull Maintenance", og derefter fortsætte ved at klikke på "Næste".
 |  |
Trin 2. Juster parametrene for kold træk
Vælg parametrene for kold træk baseret på dyse størrelsen og typen af filamentrester i dysen. I dette eksempel er dyse størrelsen 0,4 mm, det kolde træk filament er PLA, og der er PLA-rester i dysen. Når du har bekræftet parametrene for kold træk, skal du klikke på "Start".

Trin 3. Start den kolde trækning
Næste, vil printeren automatisk udføre koldtrækprocessen. Følg venligst de instruktioner, der gives af printeren.

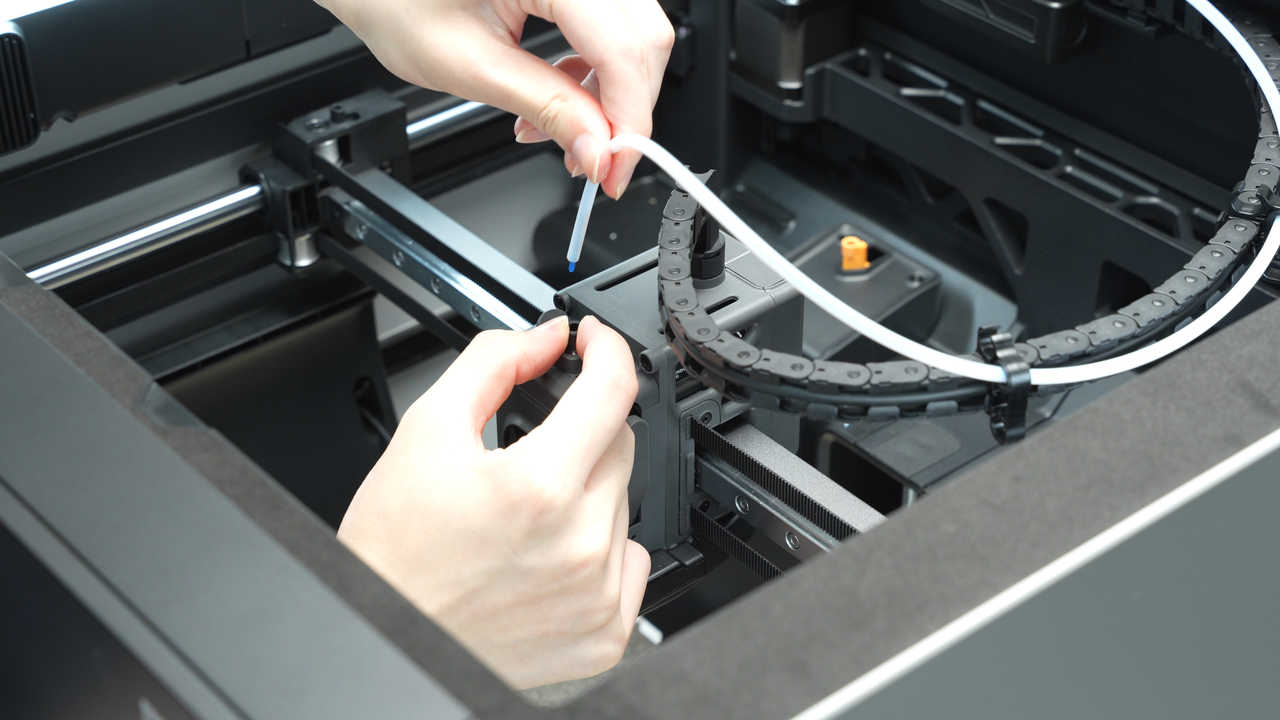
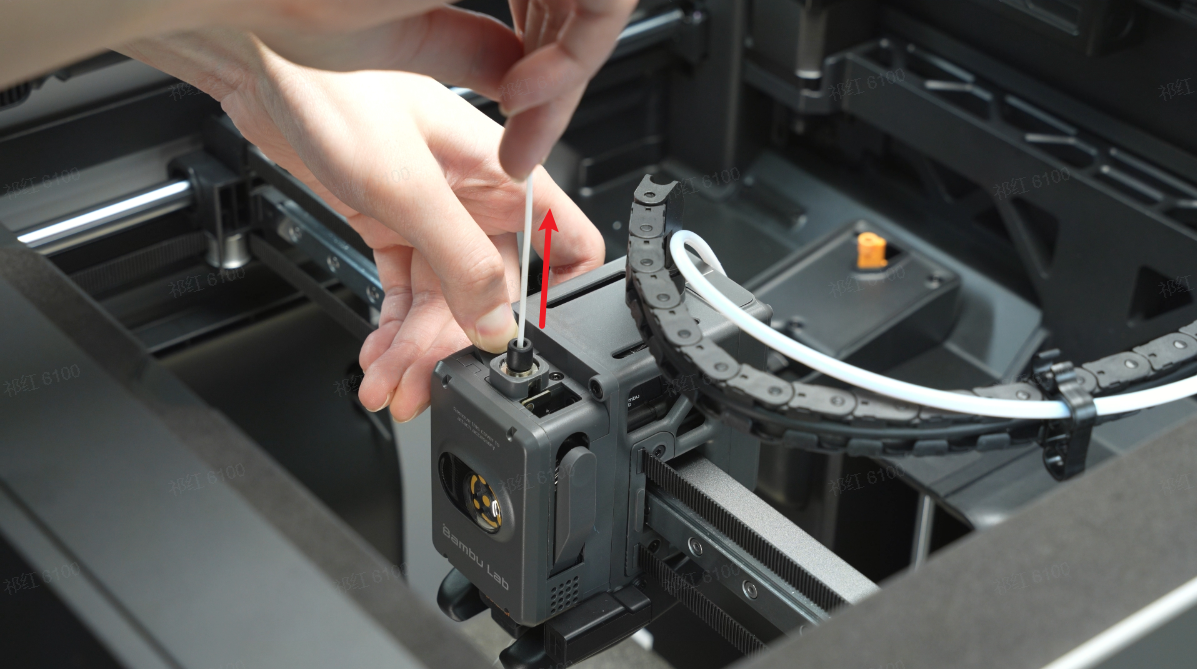
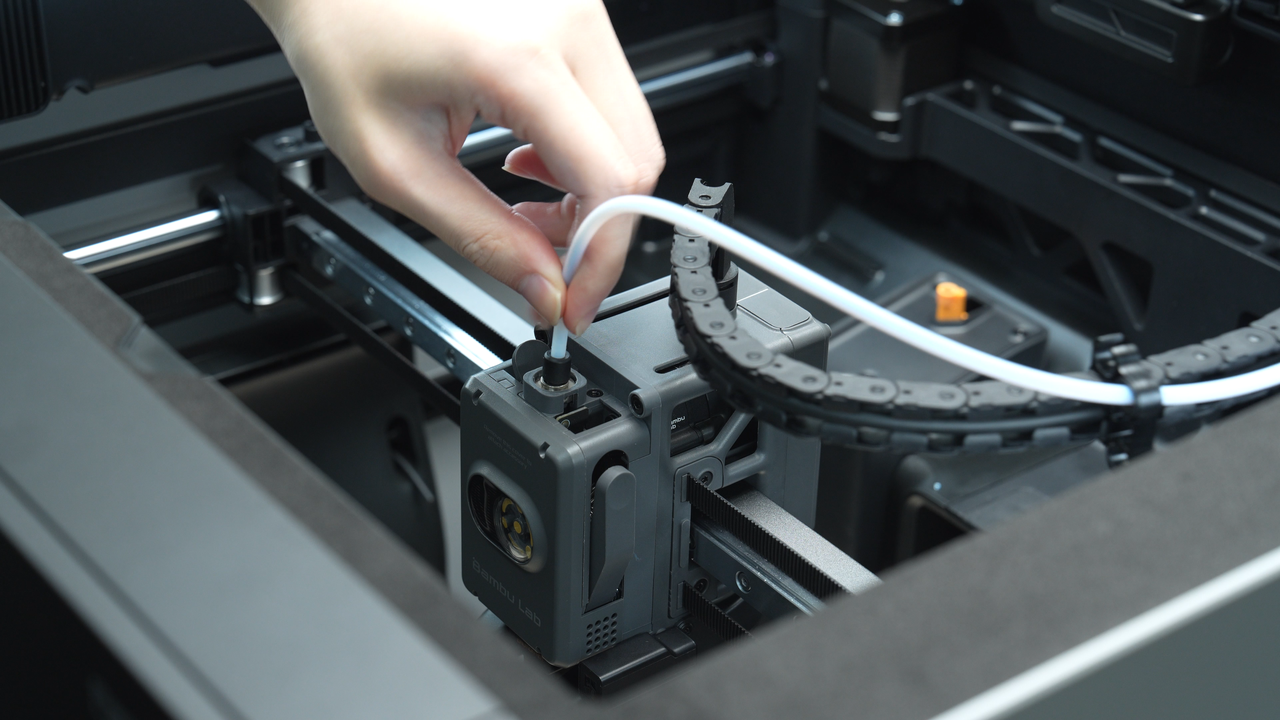
Som instrueret, tryk på den sorte pneumatiske og fjern PTFE-røret. Klik derefter på "Færdig, Fortsæt"
 |  |
Næste skridt er at indsætte filamentet i ekstruderen, indtil det ikke kan skubbes længere.


Printeren vil automatisk aktivere filamentet, opvarme dysen og begynde at purge.


Vent indtil det ekstruderede filament helt er overgået til det nyindlæste, før dysen begynder at køle ned.


Efter at dyse er kølet ned, skal du følge printerens anvisninger, holde den drevne hjulholder med den ene hånd, mens du langsomt trækker filamentet ud med den anden hånd.

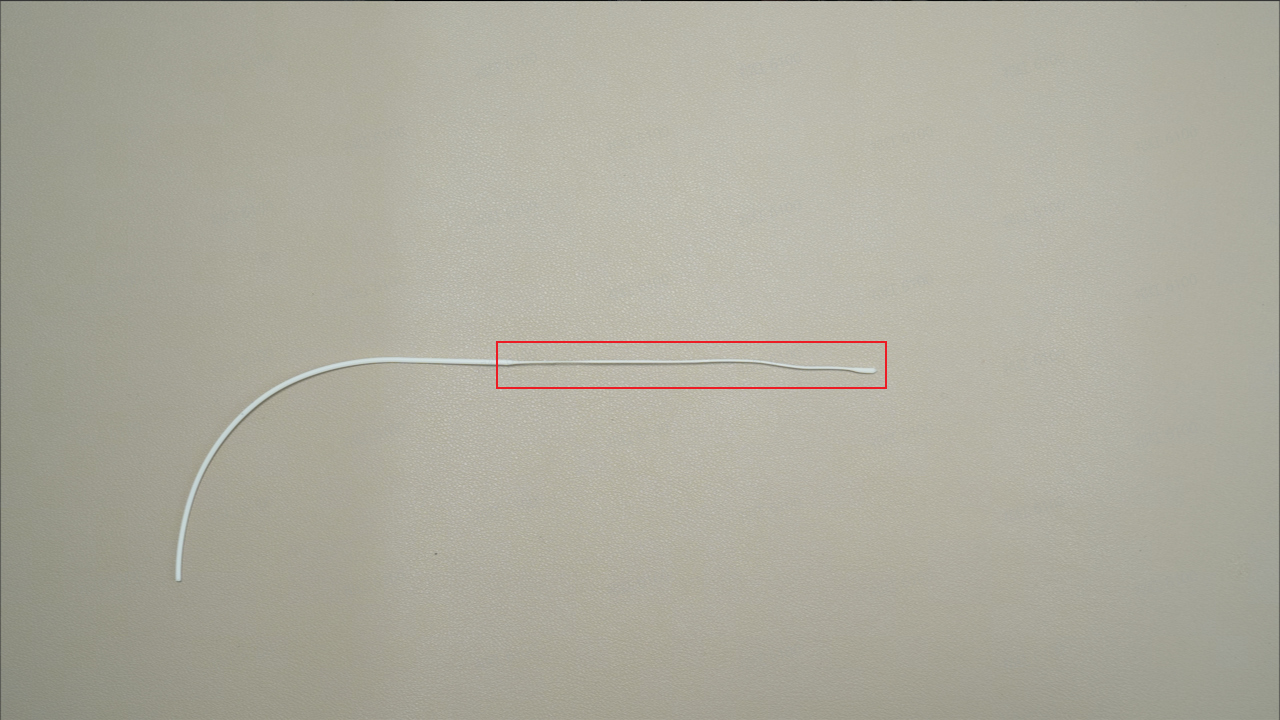
Undersøg enden af den tilbagetrukne filament for eventuelle resterende urenheder. Vi anbefaler stærkt at gentage den kolde trækproces flere gange, indtil den udtrukne filament er ren og fri for unormale rester. Hvis kvaliteten af det kolde træk opfylder kravene, kan du klikke på "Færdig".
 |  |
Efter vedligeholdelse er afsluttet, indsæt PTFE-røret igen.
 |  |
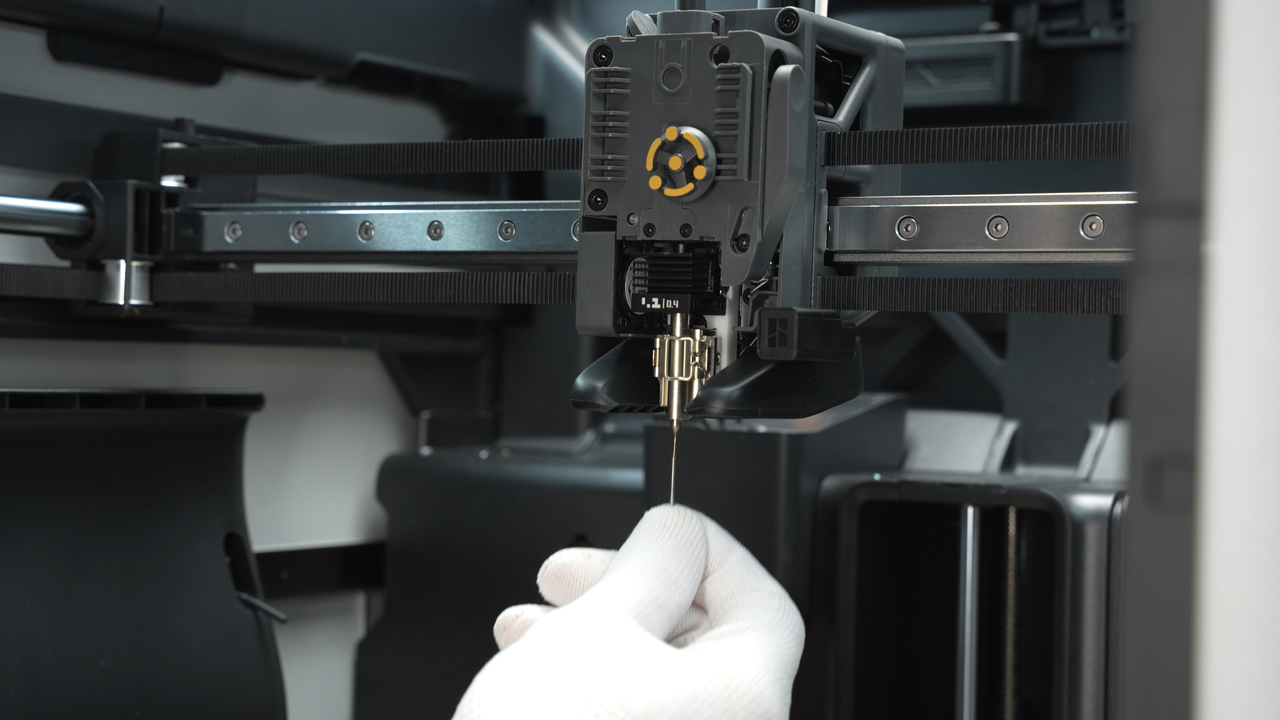
3. Afblokering med et nåleværktøj
At bruge en nål til at rense dysen kan frigive intern tryk fra den varme ende, hvilket kan få dysen til pludselig at udstøde varme partikler. Derfor er det vigtigt at bære handsker, og ikke læne sig ind i maskinen for at få et nærmere kig under afblokeringen.
Hvis filamentet ikke kan ekstruderes fra dysen, eller hvis filamentet, der er ekstruderet fra dysen, ikke bliver nyindlæst filament, vil det være nødvendigt at bruge en gennemgående nål til at afblokere hotenden og manuelt re-ekstrudere filamentet (cykle afblokeringen med et stiftværktøj og ekstruderingsprocessen).
Opvarm hotenden til 220°C. Efter at have nået temperaturen, indsæt nålen i dysen og afblokér den op og ned flere gange.
 |  |
Sådan verificerer du, at guiden er korrekt udført
Geninstaller dysen, tilslut PTFE-rørene, og genindlæs filamentet for at teste ekstruderingen. Hvis der stadig er tilstopning eller utilstrækkelig ekstrudering, er det nødvendigt at forsøge at rense hotenden gentagne gange.
Selvom de ovenstående metoder typisk fjerner 99% af tilstopningerne, kan der være tilfælde, hvor en dyse simpelthen skal udskiftes, da den kan være beskadiget. Hvis din maskine kan printe normalt efter alt dette, så har du med succes fjernet tilstopningen i din dyse.
Note
0,2 mm dyser er meget sværere at rense for tilstopninger og kan kræve de ovenstående trin flere gange. På den anden side har dyser, der er større end 0,4 mm, en tendens til at tilstoppe meget mindre end 0,4 mm dyser, da åbningen i dysen tillader større partikler at passere igennem.
Slutnoter
Vi håber, at den detaljerede vejledning, der er givet, har været nyttig og informativ.
Hvis denne vejledning ikke løser dit problem, bedes du indsende en technical ticket til Bambu Lab.

