
Fejlbeskrivelse
Hvornår skal du bruge denne guide?
Brug denne guide, når din Bambu Lab-printer viser fejlkoden:
HMS_0300_0900_0002_0001:
The extrusion motor is overloaded.
The extruder may be clogged or the filament may be stuck in the tool head.
- Under 3D-print overvåger ekstrudermotoren i printhovedet ekstrusionskraften i realtid.
- Hvis der registreres unormal modstand, udløser printeren automatisk en fejl og pauser printet.
- Brugeren skal finde og løse problemet, før printet kan fortsættes.
- Denne guide hjælper dig med at identificere årsagen og rette fejlen, så du kan genoptage printet sikkert.
Mulige årsager
1. Forkert fastgørelse af hotend
Hotend’en kan sidde løst, hvis retaining clip ikke er korrekt monteret.
Dette kan få hotend’en til at bevæge sig under 3D printningen og skrabe mod den opvarmede byggeplade under første lag, hvilket skaber problemer med ekstruderingen.
2. Forvrænget model skaber modstand
Hvis modellen warper (løfter sig fra byggepladen) under print, kan hotend’en støde imod hævede dele af printet.
Det øger modstanden i ekstruderingen og kan udløse fejlen.
3. PVA-filament med fugtindhold
Hvis PVA-filamentet ikke er ordentligt tørret, kan det optage fugt og forårsage tilstopning af dysen (nozzle).
Fugtigt filament smelter ujævnt og hæmmer materialestrømmen.
4. Forkert temperatur på hotend
Hvis hotend’en har en temperatur, der er betydeligt lavere end filamentets smeltepunkt, kan materialet ikke ekstruderes korrekt.
For eksempel kræver PLA-Basic ca. 220 °C.
Hvis hotend’en kun er indstillet til 60 °C, vil filamentet ikke smelte tilstrækkeligt til at kunne presses gennem dysen.
5. Delvis eller fuldstændig tilstopning af hotend
Hotend’en kan være delvist eller helt tilstoppet.
I så fald skal der udføres en rensning eller en cold pull-procedure for at genoprette normal materialeflow.
6. Deformeret eller uens filamentdiameter
Filament, der er skævt, for tykt eller uens i diameter, kan sætte sig fast i ekstruderen.
Dette får ekstrudermotoren til at hoppe eller “klikke” gentagne gange.
I sådanne tilfælde skal filamentet fjernes.
Hvis det er svært at komme til, kan du afmontere frontdækslet på printhovedet for lettere adgang til filamentbanen.
Troubleshooting Steps
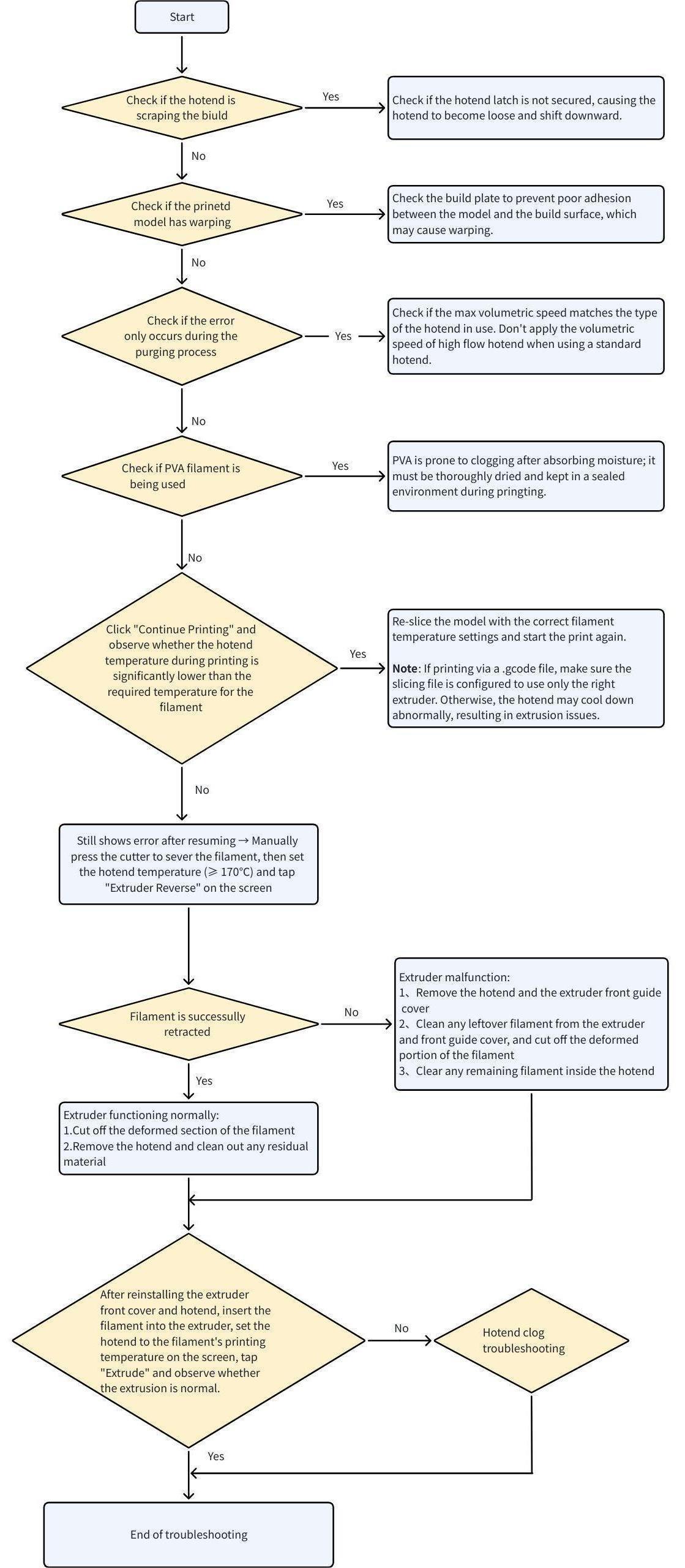
Trin 1–5 er forholdsvis enkle og kræver kun minimal teknisk erfaring. Vi anbefaler at følge dem i rækkefølge for at opnå en effektiv fejldiagnose.
Trin 1: Kontroller om Extruder Overload Error opstår under det første lag, og om hotend’en er for tæt på byggepladen
Hvis fejlen opstår, mens det første lag printes, skal du observere, om hotend’en er for tæt på den opvarmede byggeplade, så den skraber mod overfladen. Dette kan forårsage stor modstand og dårlig ekstrudering.
Hvis dysen faktisk er for tæt på pladen, anbefales det at annullere det igangværende print. Vent, indtil både venstre og højre hotend er kølet ned til stuetemperatur, før du fortsætter (dette er meget vigtigt for at undgå forbrændinger).
Kontroller derefter følgende:
-
Bekræft, at hotend-retaining clip er korrekt fastgjort.
En løs clip kan få hotend’en til at bevæge sig nedad og forårsage, at dysen rammer byggepladen. - Fjern silikonemanchetten og inspicér fastgørelsesmekanismen.
- Sørg for, at clippen sidder korrekt, og at hotend’en er ordentligt monteret.
 |  |
Hvis hotend-retaining clip ikke er monteret korrekt, skal du geninstallere og fastgøre hotend’en ved hjælp af den korrekte metode.
.webp)
- Hvis der ikke er nogen synlig nedadgående forskydning af hotend’en, anbefales det at udføre en bed leveling-kalibrering, før du forsøger at printe igen.
- Hvis dysen stadig er for tæt på byggepladen i visse områder og skraber mod overfladen, kan det være nødvendigt at udføre en manuel bed leveling-procedure.
For dybdegående instruktioner, venligst tjek følgende ressource: H2D Bed Tramming
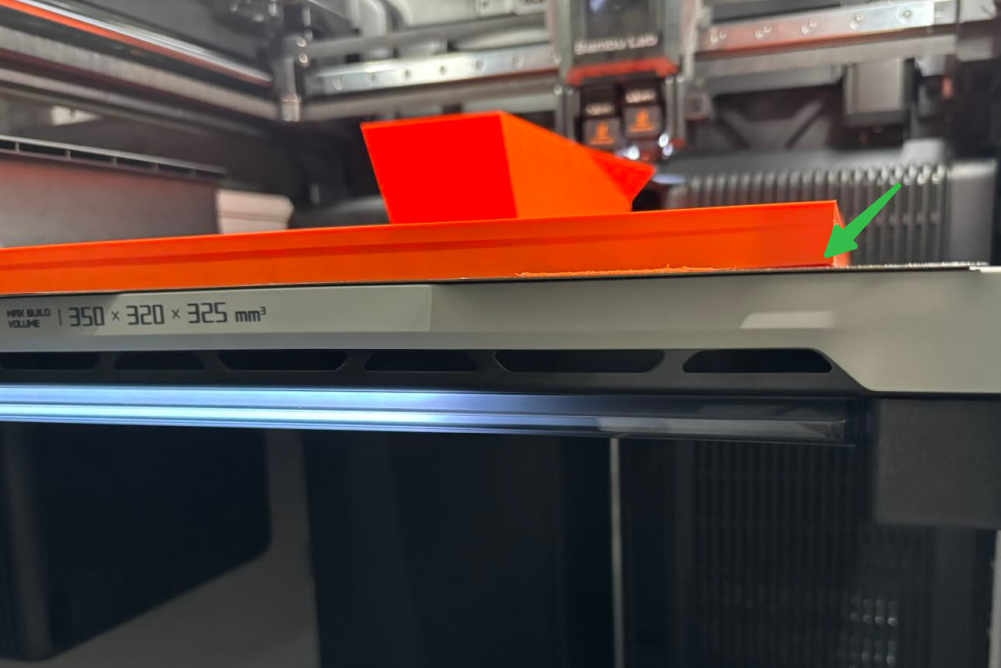
Trin 2: Tjek om den printede model er blevet skæv, hvilket får hotenden til at skrabe mod overfladen
Hvis modellen bøjer under printning, kan hotenden komme i kontakt med de hævede kanter, hvilket resulterer i øget modstand og dårlig filamentekstrudering.
Du kan henvise til denne wiki-artikel for at fejlfinde og forhindre modelvridning: Printed Model Warping: Causes and Solutions. At undgå deformation vil hjælpe med at forhindre, at hotenden skraber mod printfladen.
Trin 3: Tjek om fejlen kun opstår under rensningsprocessen
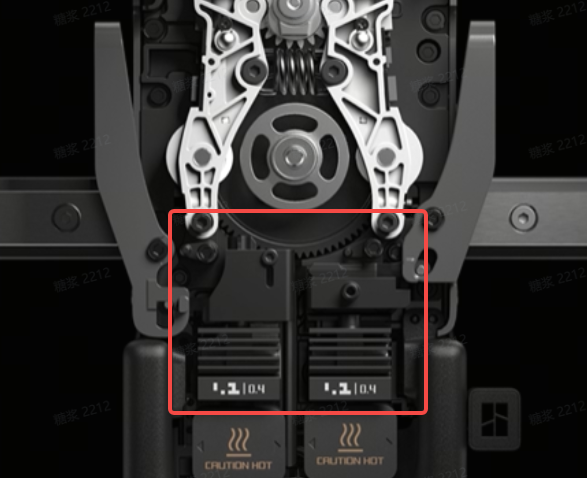
Kontroller, om den maksimale volumetriske hastighed matcher typen af hotend, der er i brug.
For eksempel er den forudindstillede maksimale volumetriske hastighed for PLA Basic 25 mm³/s med en standard hotend, mens den er 35 mm³/s med en høj flow hotend. At bruge en standard hotend med parametre, der er beregnet til en høj flow hotend, kan resultere i en overbelastningsfejl på ekstrudermotoren.
.jpg) | .jpg) |
Trin 4: Tjek om PVA-filament bruges
Når du printer med PVA-filament, er det vigtigt at sikre, at materialet er grundigt tørret, inden det bruges. Selv helt nyt PVA-filament skal dehydrereres inden printning, da PVA er meget hygroskopisk og kan absorbere fugt, selv når det er forseglet i sin originale emballage.
Vi anbefaler at bruge en konvektionsovn indstillet til 85 °C i 12 timer for at tørre filamentet ordentligt.
Bemærk: Det anbefales ikke at bruge en 0,2 mm dyse til PVA-printning på grund af den høje risiko for tilstopning.
For mere vejledning om printning med PVA, henvises der til følgende wiki: PVA Printing Guide
Venlig påmindelse: Bland ikke PVA og PETG i venstre og højre hotends på H2D værktøjet
PVA har en relativt lav varmeafbøjningstemperatur, mens PETG typisk kræver en opvarmet printflade-temperatur på omkring 70 °C.
At blande de to materialer ved at bruge begge hotends samtidig kan resultere i tilstopninger på grund af overdreven varmeeksponering af PVA-filamentet.
Vigtige bemærkninger:
- "Blanding" her refererer til at printe PETG med den ene hotend (f.eks. højre) og PVA med den anden (f.eks. venstre), eller omvendt.
- Hvis PVA er nødvendig som støtte til PETG, anbefales det kun at bruge den højre hotend med AMS-support, hvilket efterligner den enkelt-dyse printmetode, der anvendes i X1/P1-serien.
- Brug ikke PVA på den venstre hotend, når du printer PETG.
Trin 5: Tjek om hotend-temperaturen matcher filamentets krævede printtemperatur
Hvis hotend-temperaturen er indstillet unormalt lavt—signifikant under den krævede temperatur for filamentet—vil det resultere i ekstruderingsproblemer.
For eksempel kræver PLA-Basic typisk en printtemperatur på 220 °C. Hvis hotenden kun er indstillet til 60 °C, vil filamentet ikke smelte ordentligt, og ekstruderingen vil fejle.
Venligst bekræft, at hotend-temperaturen på tidspunktet for fejlen (eller når printet genoptages) matcher filamentets anbefalede temperaturprofil.
Hvis printet initieres fra en .gcode-fil, skal du sikre dig, at skæringsparametrene (såsom temperaturindstillinger) matcher den faktiske filament- og hotend-konfiguration, der er i brug.
Forkerte parametre i G-code-filen kan få hotenden til at køle ned på en uhensigtsmæssig måde og føre til ekstruderingsfejl.
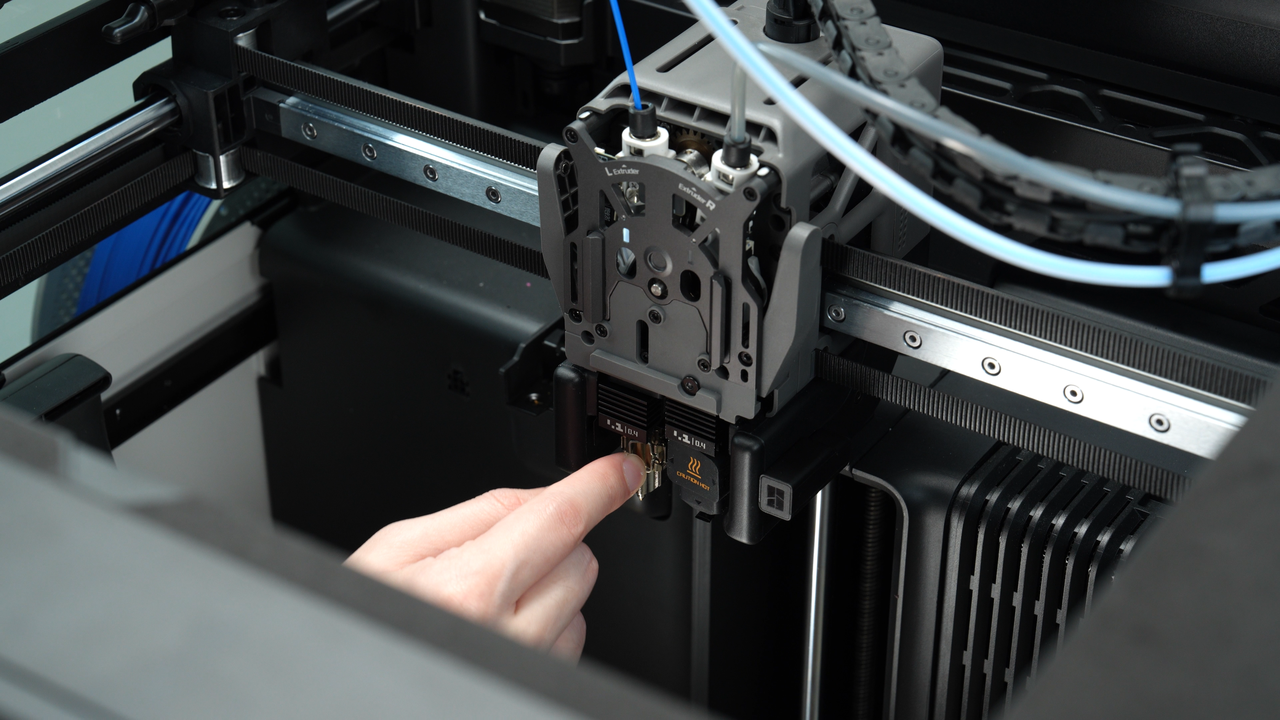
Trin 6: Tjek for en tilstoppet hotend
Efter fejlen opstår, vil værktøjet parkere over spulemekanismen.
På printerens skærm skal du trykke på Prøv igen og observere, om dysen er i stand til at ekstrudere filament normalt.
Hvis filamentet ekstruderes korrekt, er problemet sandsynligvis forårsaget af modstand i den opstrøms fodringsvej (eksternt for hotenden).
Tjek for ekstern fodringsmodstand (f.eks. sammenfiltret filament, dårlig rute).
Venligst tjek for eventuel ekstern modstand langs filamentvejen, såsom filament sammenfiltring, spole spænding eller skarpe bøjninger i fodringsruten.
Dette er især vigtigt for PVA- og TPU-filamenter, som er mere følsomme over for fodringsforhold.
Hvis du bruger TPU-filament, anbefaler vi kraftigt at henvise til følgende vejledning, før du fortsætter: TPU 85A&90A printing guide for H2D.
Bemærk: TPU filamenter indeholder typisk en vis mængde smøremiddel. Under længerevarende højtemperaturprint kan dette smøremiddel karbonisere inde i hotenden, hvilket til sidst kan føre til delvise eller komplette tilstopninger.
Dette er især almindeligt, når man printer store eller kontinuerlige modeller (f.eks. sko), og kan udløse ekstruderoverbelastning eller unormale fødefejl.
Anbefalet forholdsregel: Udfør kold træk før TPU-printning
For at minimere risikoen for tilstopninger anbefales det stærkt at udføre et koldt træk før hver TPU-printningssession.
Dette hjælper med at rense eventuel resterende ophobning inde i hotenden.
Se denne vejledning for detaljerede instruktioner: H2D Nozzle Cold Pull Maintenance and Cleaning
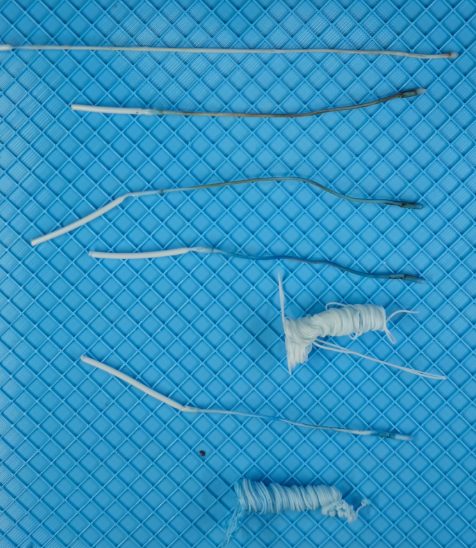
Du kan gentage koldtrækningsprocessen flere gange, indtil den fjernede filamentspids ser ren ud og er fri for karboniseret rester.
Se venligst billedet nedenfor for at se, hvordan et ideelt resultat af koldtrækning ser ud.
Hvis ekstruderingen fejler, skal du vente på, at printhovedet vender tilbage til affaldstrakten og stopper helt. Vent derefter, indtil hotend-temperaturen køler ned til den ønskede temperatur (40°C), før du trykker på skæreren for at klippe filamentet.
Det er vigtigt at udføre denne operation først, efter at hotenden er kølet ned for at undgå, at det overophedede filament klæber til skæreren, hvilket kan forårsage sekundær tilstopning.
For at lette de efterfølgende trin kan du også flytte printhovedet fra bagenden til fronten af kabinettet ved hjælp af Y-kontrollen på skærmen, hvilket gør de følgende operationer lettere at udføre.

Hvis kun venstre eller højre hotend printer, kan der opstå en "overbelastning af ekstrudermotoren" fejl. Du kan fejlfinde dette ved at bytte den rapporterede fejl mellem venstre og højre hotends eller ved at bruge en ny reservehotend fra tilbehørssættet for at afgøre, om problemet skyldes en tilstoppet hotend.
Hvis du bekræfter, at hotenden er tilstoppet, bedes du følge H2D Hotend Afstoppelsesprocedure for at rense blokeringen.
Hvis hotenden bekræftes at være fri for tilstopninger—enten ved at bruge en ny reserve hotend eller ved at verificere, at den eksisterende hotend fungerer korrekt - men "overbelastning af ekstrudermotoren" fejlen stadig opstår, fortsæt med fejlfinding ved at følge trin 6 for at tjekke, om ekstruderen selv er tilstoppet.
Trin 7: Bestem om ekstruderen er tilstoppet
Operation 7.1: Tjek om filamentet er deformeret på grund af varme, hvilket forårsager unormal ekstrusions modstand
Tryk ned på den sorte ydre ring for at frakoble PTFE-røret.
Bemærk: Når der opstår en tilstopning i ekstruderen, blødgør filamentet inde i ekstruderen. At klikke på "Retract" vil muligvis ikke automatisk aflaste filamentet, så manuel fjernelse af filamentet er nødvendig, før du prøver igen.
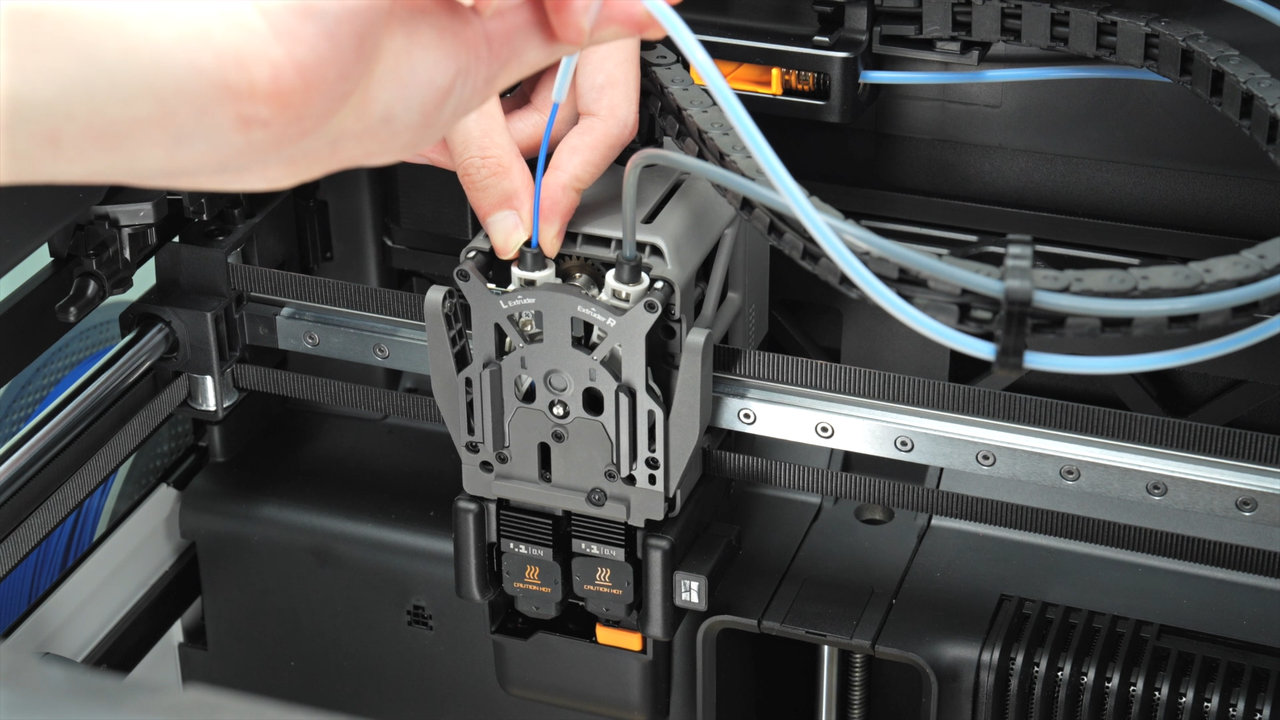
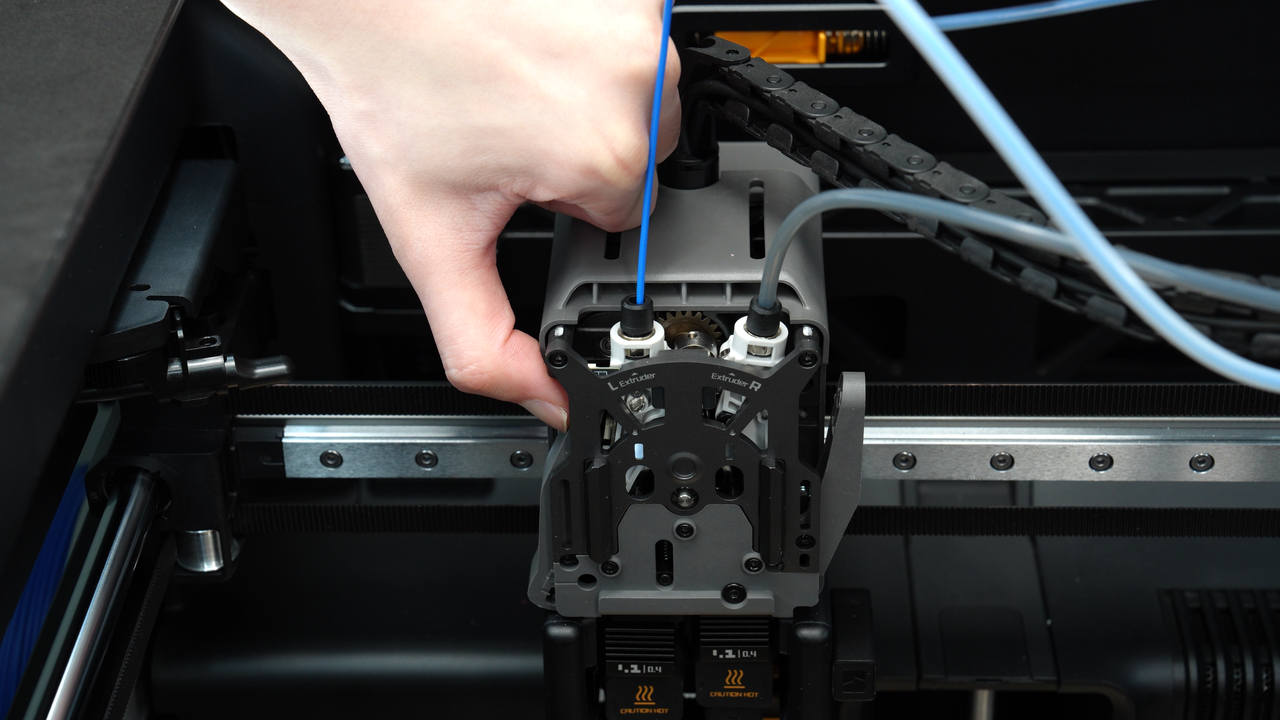
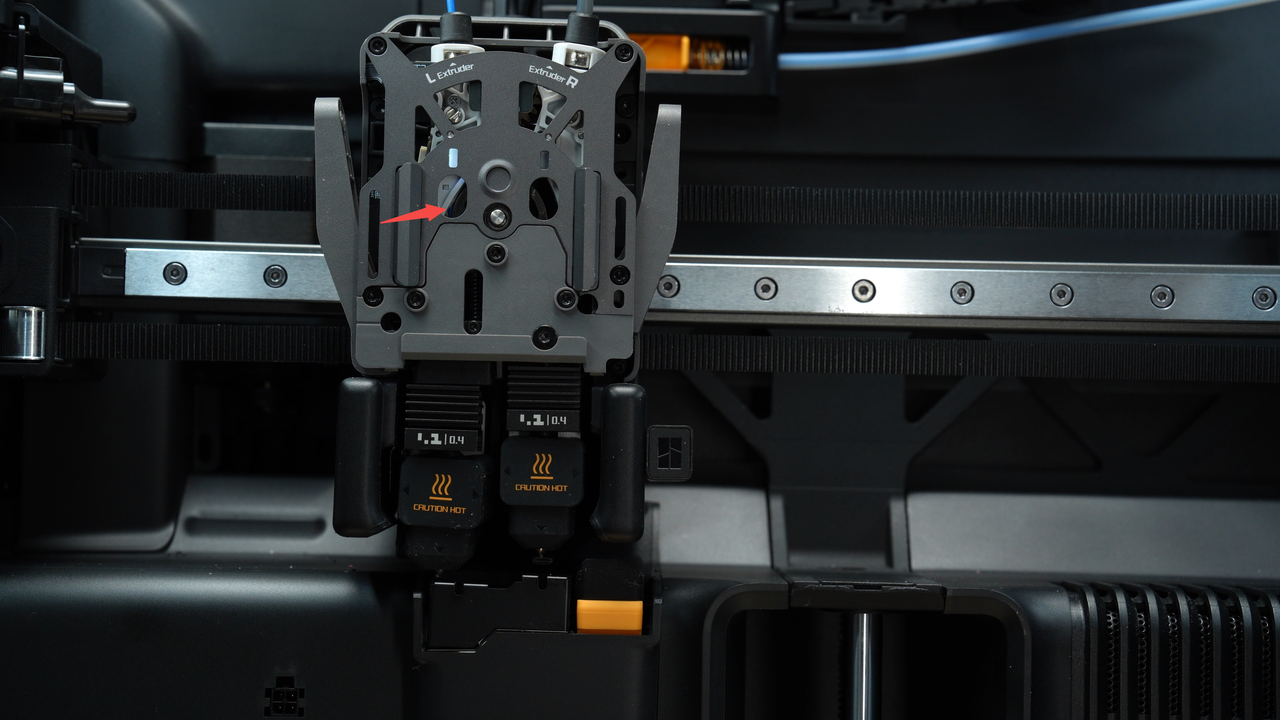
Tryk derefter fast for at skubbe den venstre idlerarm til venstre (at skubbe idlerarmen kræver betydelig kraft).
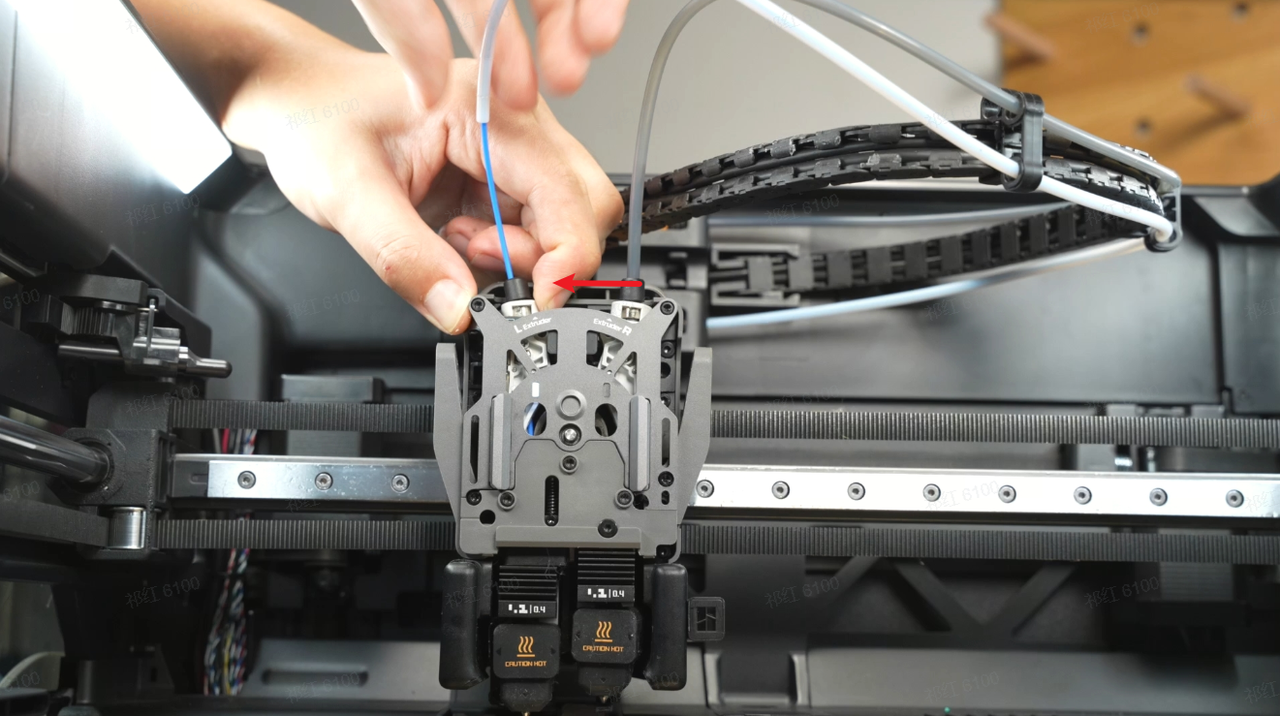
Skub, indtil skruen angivet på billedet nedenfor lige netop ikke længere er dækket af ekstruderen frontdæksel. Hold derefter filamentet med hånden og træk det forsigtigt opad for at fjerne det.
Hvis du føler betydelig modstand, mens du trækker filamentet opad, og ikke kan fjerne denne sektion glat, indikerer det, at tilstopningen muligvis er inde i ekstruderingssamlingen. Venligst stop med at trække filamentet tvangsmæssigt, da kraftig trækning kan forårsage unormale filamentblokeringer inden for idlerens arm, hvilket gør rengøring meget vanskelig.
Tilstopninger inde i ekstruderingsgear er sjældne, men hvis du støder på dette problem, henvises der til H2D Extruder Disassembly and Assembly Guide at fjerne ekstruderens frontdæksel eller drivgear til rengøring.
Hvis du kan trække filamentet ud manuelt med succes og bemærker åbenlyse abnormiteter i filamentet, bedes du skære den defekte sektion af. Vi anbefaler også at åbne frontdøren og topdækslet under printning og fjerne printheadens frontdæksel for at forbedre kølingen af ekstruderens samling, hvilket hjælper med at forhindre sådanne tilstopningsproblemer.
Efter at have forbedret kølingen af ekstruderens samling, geninstaller hotenden og silikonesokken.
Geninstaller PTFE-røret;
Og indlæs filamentet i maskinen.

Efter genoptagelse af printningen, observer om ekstruderen gear roterer normalt, og om der bliver ekstruderet noget filament fra hotenden. Hvis ekstruderen gear roterer korrekt, men der ikke observeres noget filament, der ekstruderes fra hotenden, følg denne wiki H2D Hotend Unclogging Procedure og fjern eventuelle blokeringer i hotenden.

Bemærk: Kun hvis filamentet ikke kan fjernes på dette trin, bør du fortsætte med at adskille ekstruderen frontdæksel for yderligere rengøring.
Operation 7.2: Hvis filamentekstrudering stadig fejler efter at have gennemført
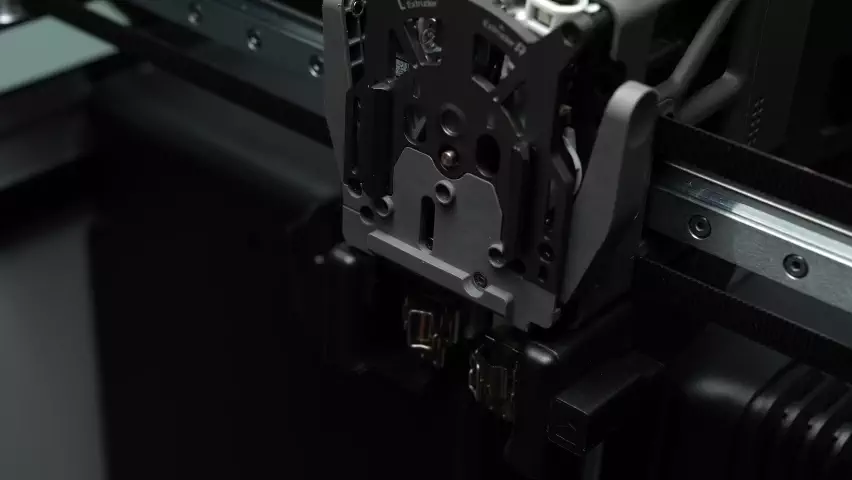
Operation 7.1, indikerer det overdreven modstand langs vejen fra ekstrudergear til hotend. Venligst stop den aktuelle printopgave og rengør ekstruderens frontdæksels guideanordning.
Modstanden langs stien fra ekstruder gearudgangen til dysen kan være forårsaget af enten ekstruderens frontdæksguide eller hotenden.
Da hotenden allerede er bekræftet at fungere normalt og være fri for blokeringer i trin 6, kommer modstanden sandsynligvis fra ekstruderens frontdæksguide.
Bemærk venligst, at frontdæksguiden og de venstre og højre skærehåndtag kan interferere med hinanden, hvilket gør adskillelsen noget udfordrende. Men lad dig ikke afskrække—ved at følge forslagene nedenfor, bør du være i stand til at fjerne frontdæksguidenheden med succes.
Sørg for, at hotenden er kølet ned til stuetemperatur, og fjern først hotenden, der ikke er blokeret af dyseklipsen. Skift derefter ekstruderen på skærmen og fjern også den anden hotend. Du kan henvise til denne wiki: Replace H2D Hotend Guide


Fjern de fire skruer (eller tre skruer, afhængigt af din version) på frontdæksguiden.
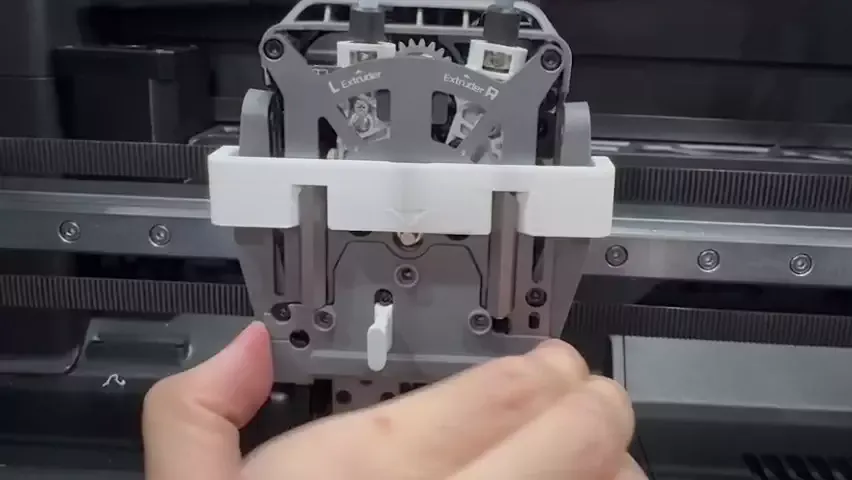
Tryk opad mod den sorte hotend-connector for let at frigøre den venstre skærer fra åbningen nær skruen til skæreren. Pryt derefter frontdæksguiden udad fra det nederste højre hjørne med kraft.
I denne proces passerer en sektion af filament normalt gennem både ekstruderen og frontdæksguiden, så der kræves betydelig kraft, når frontdæksguiden fjernes. Efter fjernelse skal du skære filamentet mellem guideassemblaget og ekstruderen for at adskille frontdæksguideassemblaget.
- Du kan også henvise til denne wiki: Replace H2D Dual Extruder Filament Guide
Brug din finger til at skubbe opad mod den sorte hotend-stikforbindelse, mens du trykker på det venstre skærehåndtag for let at frigøre det venstre skær fra åbningen nær skæreskruen. Derefter, brug kraft til at vride frontdæksguiden udad fra det nederste højre hjørne.
Du kan også downloade og 3D-printe afmonteringshjælpeværktøjet fra MakerWorld for at gøre fjernelses- og installationsprocessen lettere. Downloadlink: H2D Dual Extruder Filament Guide Installation Aid
Hvis den unormale filament kun sidder fast ved indgangen til frontdækslets guide, skal du blot bruge diagonale tænger til at trække den ud.

Hvis du indsætter et kort stykke filament i fødevejen til frontdæksguiden, og det ikke kan passere igennem, betyder det, at det unormale filament er tilstoppet inde i guiden. I dette tilfælde skal frontdæksguiden adskilles for rengøring.
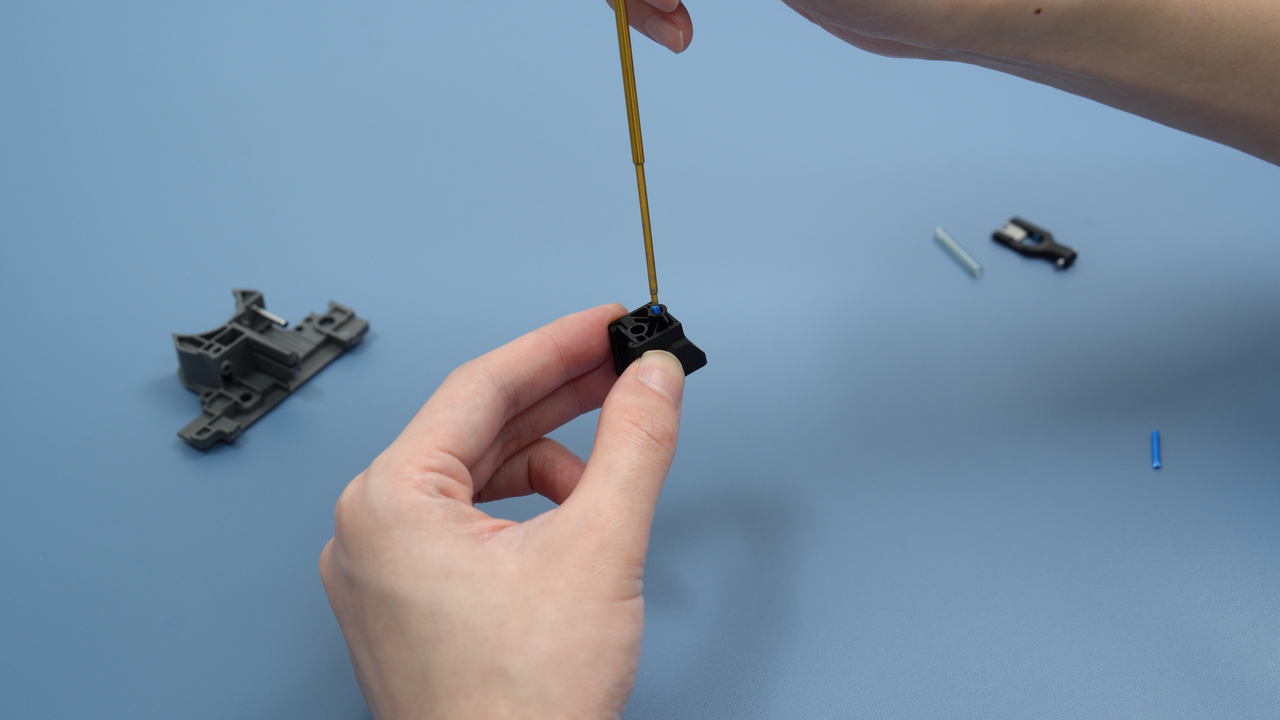
Start med at fjerne en skrue.

Skub derefter langs guidejernet for at fjerne den sorte connector.

Fjern skæreren og fjederen.

Brug en H1.5 sekskantsskruetrækker til at rense indersiden af den sorte connector og guideassemblage for at sikre, at der ikke er filament, der sidder fast indeni.
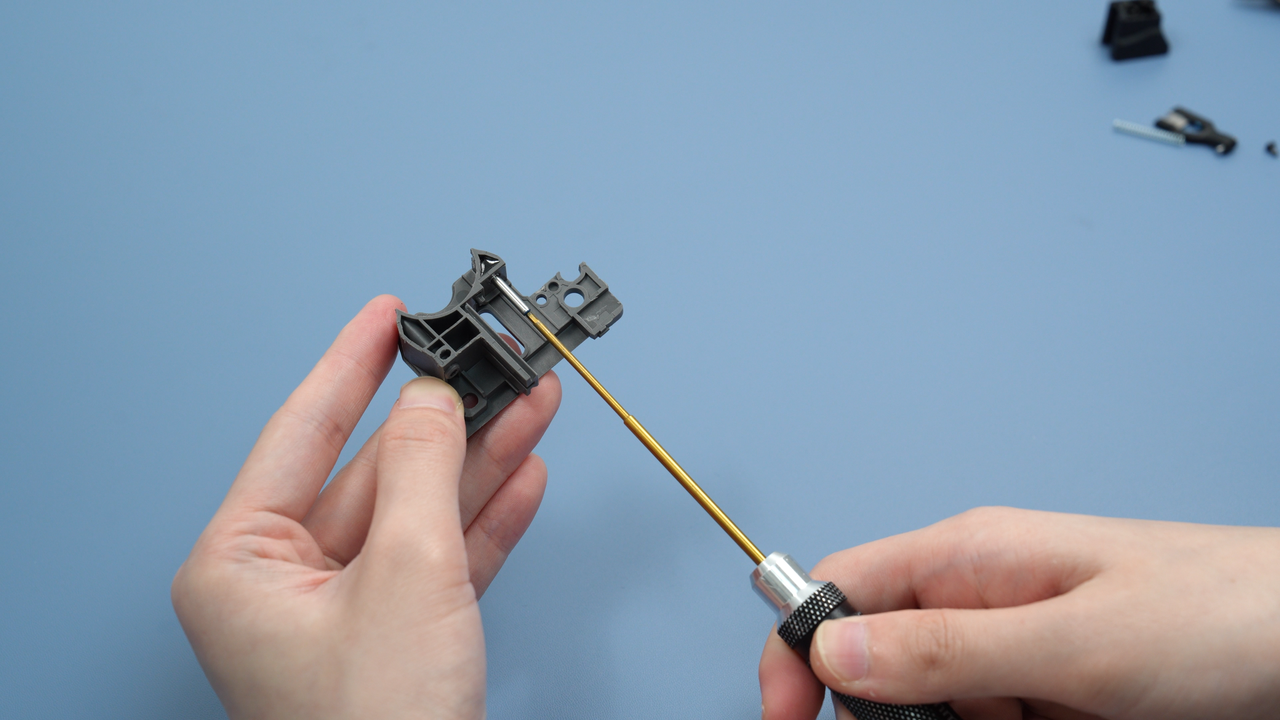
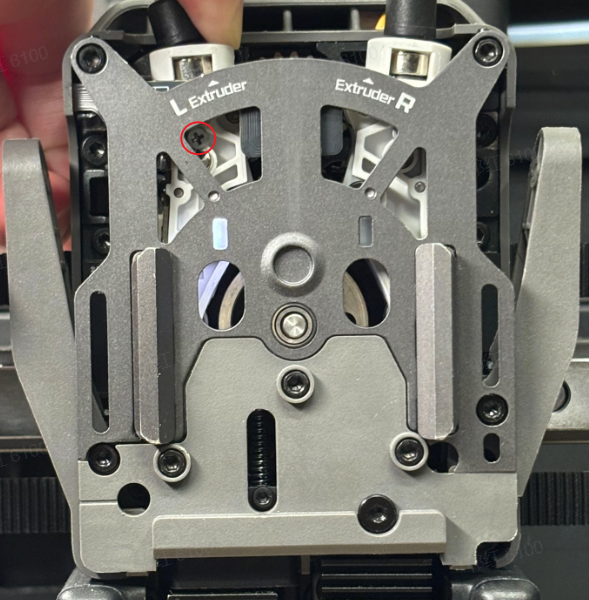
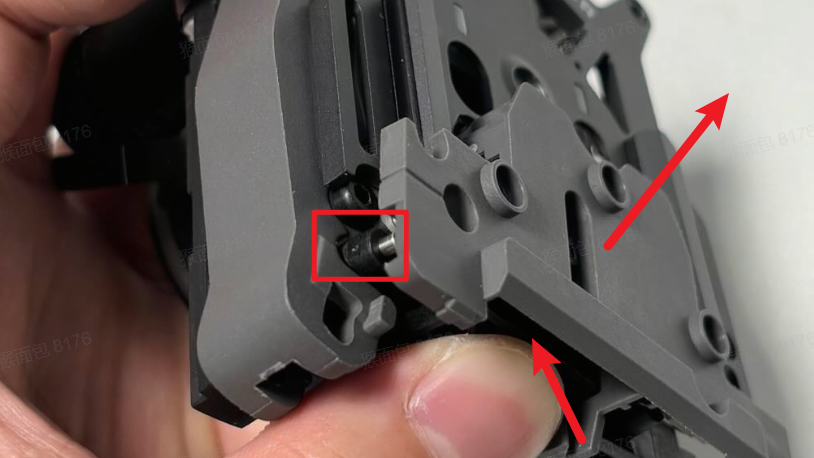
Efter rengøring, geninstaller fjederen på den sorte connector og skub connectoren tilbage langs guide skinnene.
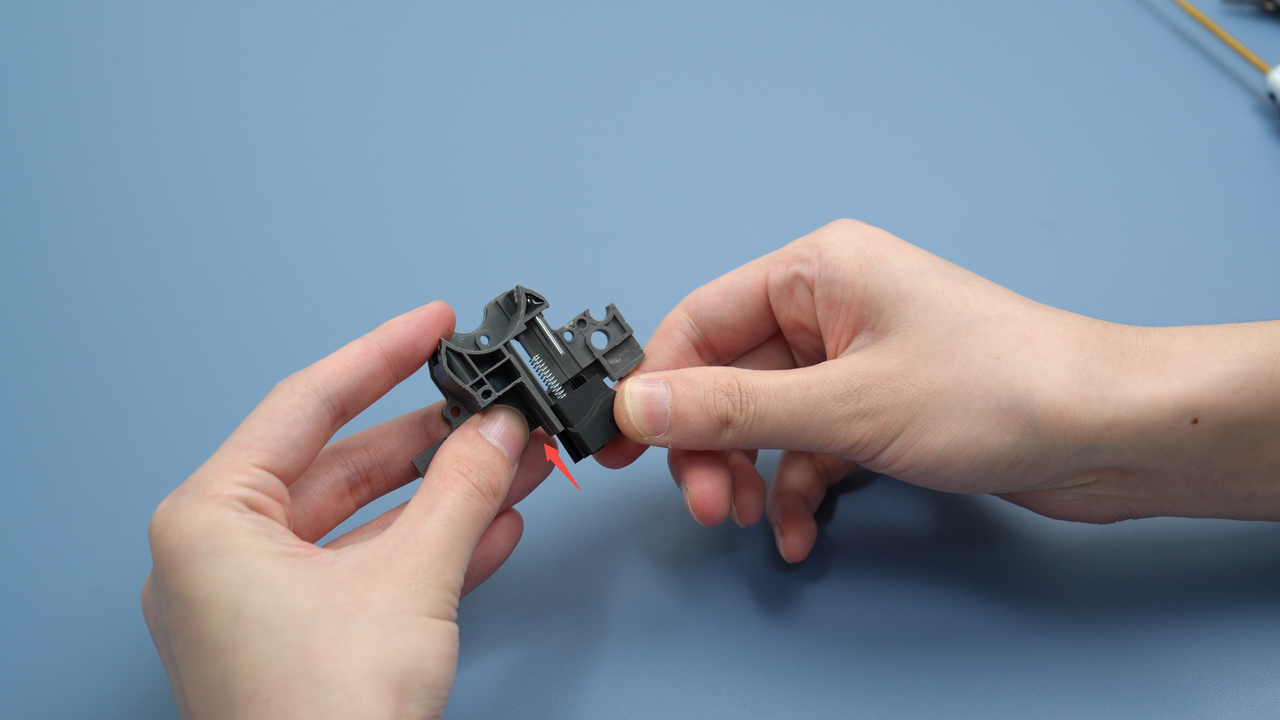
Sørg for, at fjederen er korrekt placeret på skyderen vist inden for den røde cirkel.

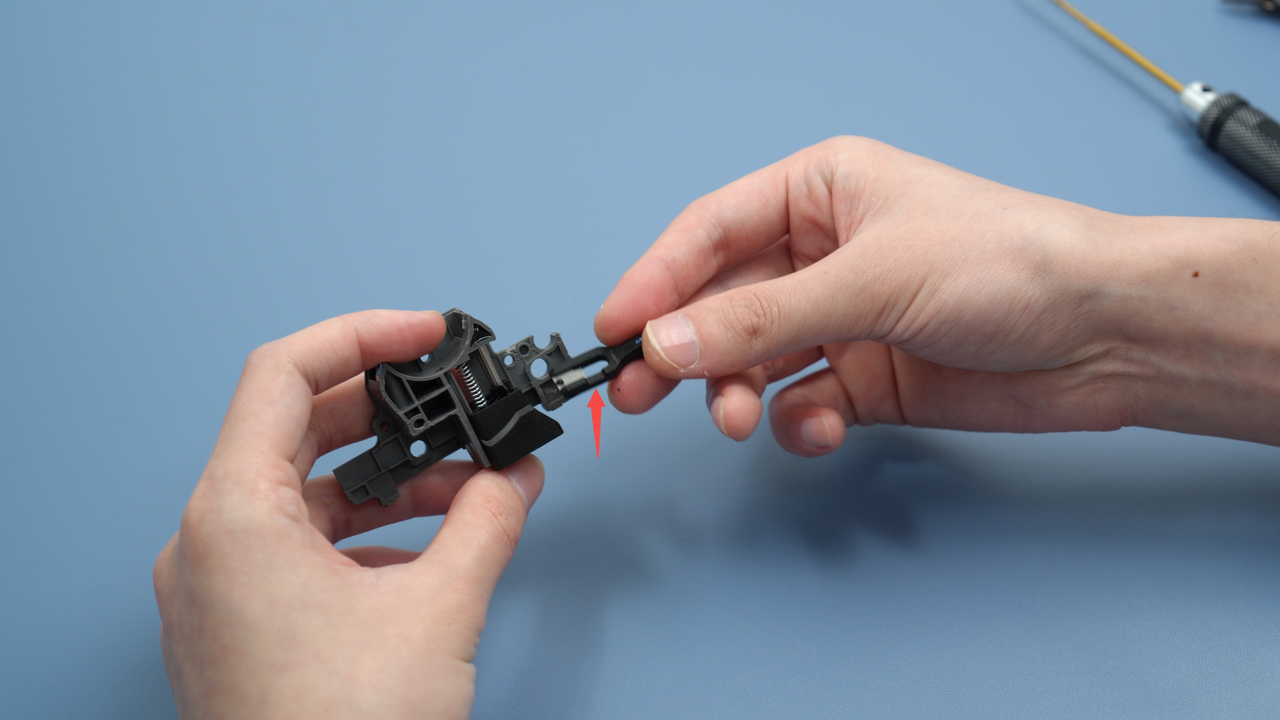
Indsæt derefter skruen igen og sæt skæreren tilbage på plads.

Bemærk: Den ene side af skæreren har en konkav overflade - sørg venligst for, at den konkave side vender opad, når du geninstallerer skæreren.
Slutnoter
Vi håber, at den detaljerede vejledning, der er givet, har været nyttig og informativ.
Hvis denne vejledning ikke løser dit problem, bedes du indsende en technical ticket til Bambu Labs Support team.