
Optimer dine 3D print på din Bambu Lab H2S 3D printer ved at sikre et "godt" first-layer
I 3D-printprocessen har kvaliteten af det første lag en betydelig indvirkning på printets succesrate.
Ved let ujævnhed i det første lag normalt ikke har en åbenlys effekt på den endelige model, kan alvorlige kvalitetsproblemer i det første lag direkte påvirke den samlede kvalitet af den trykte del og endda føre til printfejl.
For højpræcisionsudstyr som H2S er problemer med det første lag hovedsageligt opdelt i følgende to typer, som udgør forskellige niveauer af printrisici.
- Dysen For Tæt På printpladen (Første Lag For Lavt):
- Dysen skraber konstant mod printpladen, hvilket kan beskadige dysen og printpladen;
- Overdreven vedhæftning mellem den trykte del og printpladen gør det vanskeligt at fjerne eller endda rive modellen;
- Utilstrækkelig ekstrudering i det første lag printning forårsager "clogging" (materiale ophobes ved dyseenden og blokerer ekstruderingen).
- Dysen For Langt Væk Fra printpladen (Første Lag For Højt)
- Linjerne på bunden af modellen er sparse, hvilket påvirker udseendet og den strukturelle styrke;
- Det første lag passer ikke tæt til printpladen, hvilket resulterer i utilstrækkelig vedhæftning i bunden af modellen. Under 3D printningen kan modellen også kollapse eller forskyde sig, hvilket forårsager spaghetti (rodede filamentophobninger) eller klumper, hvilket fører til 3D printfejl;
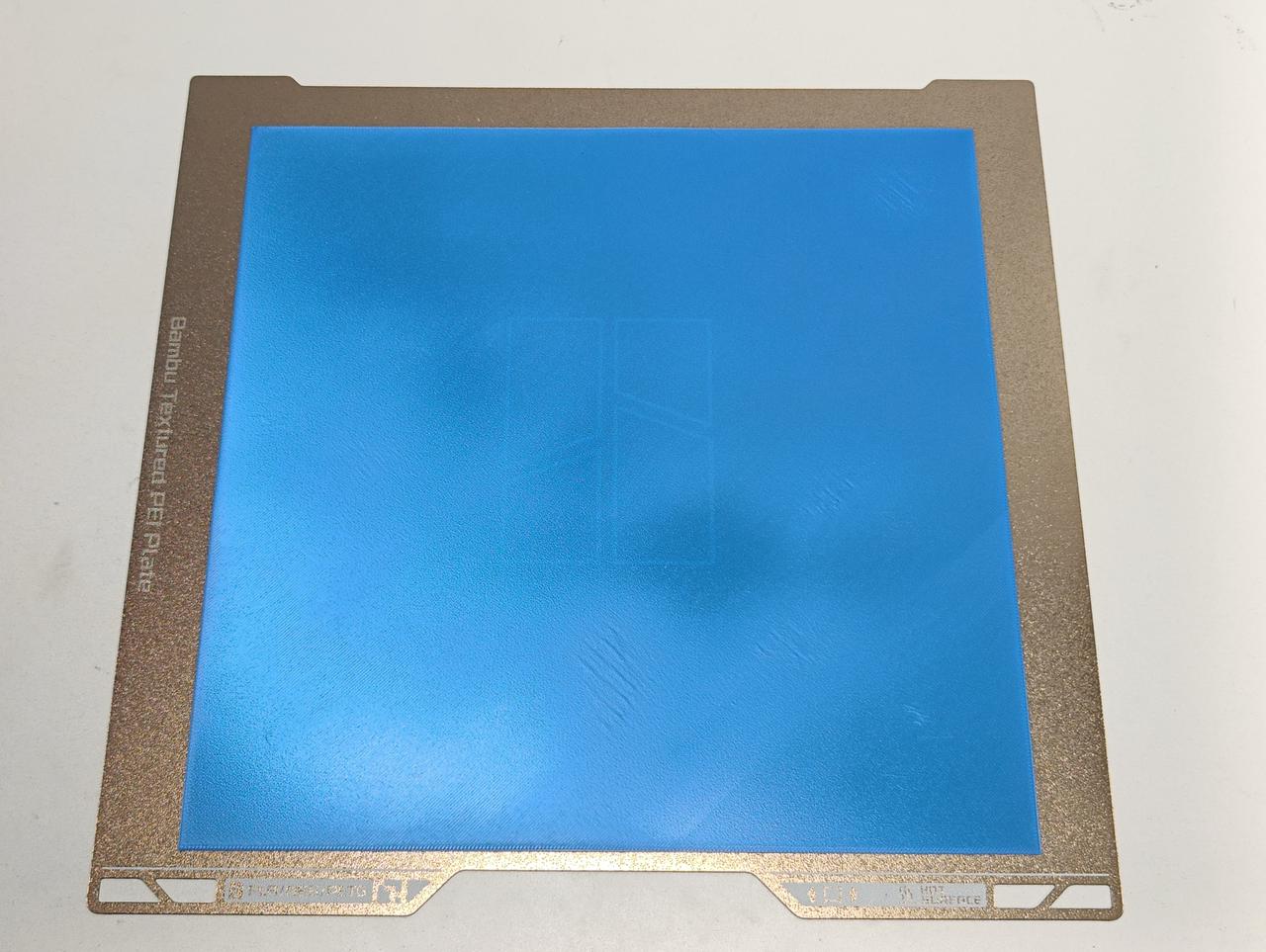
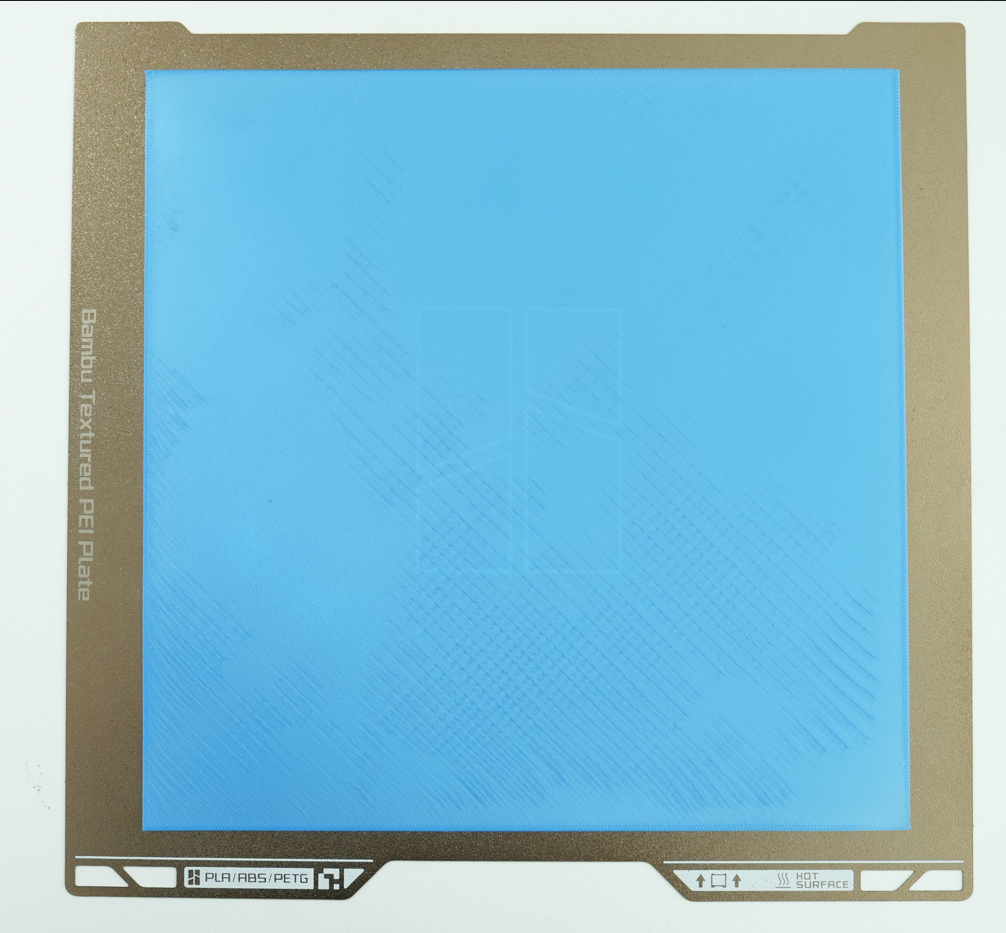
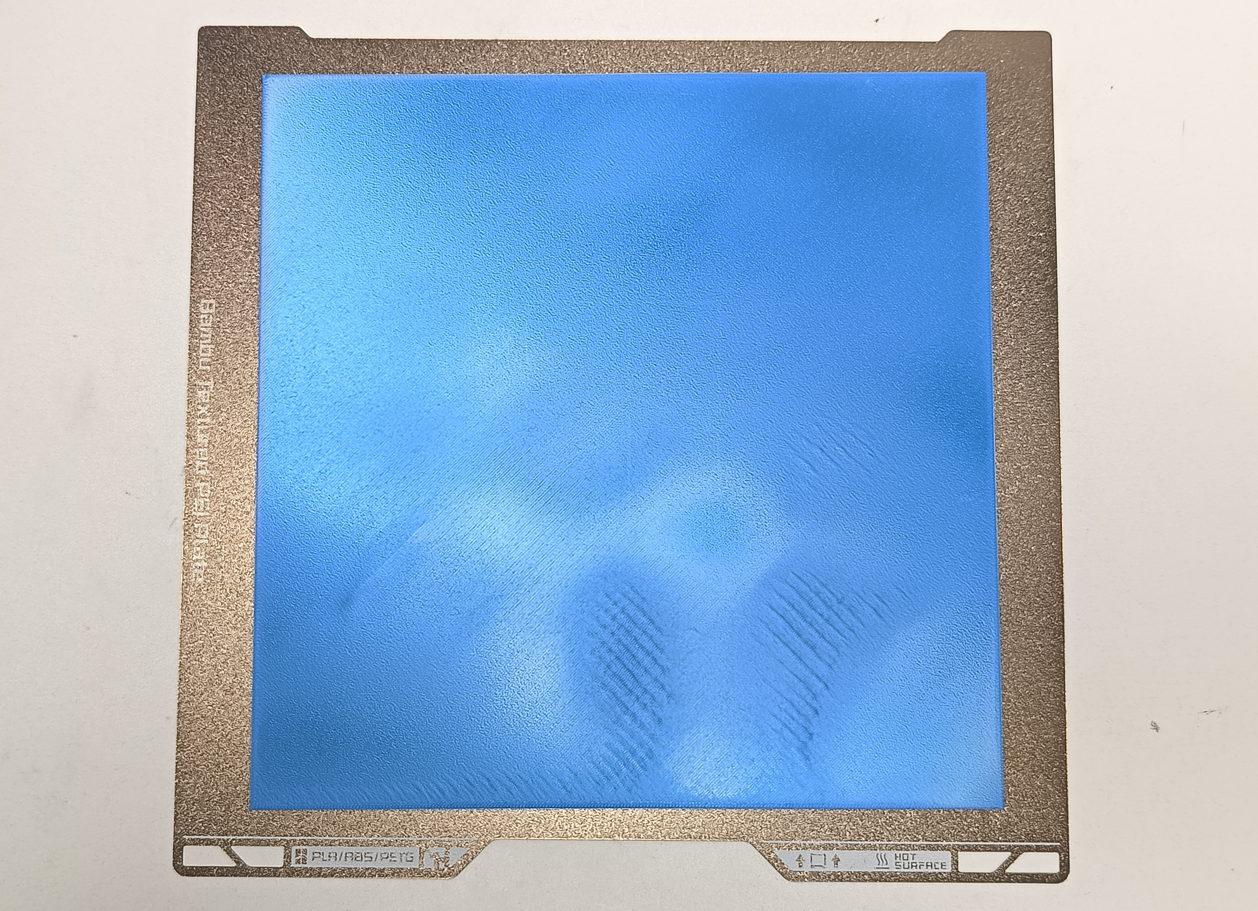
Kvalificeret First-Layer Eksempler
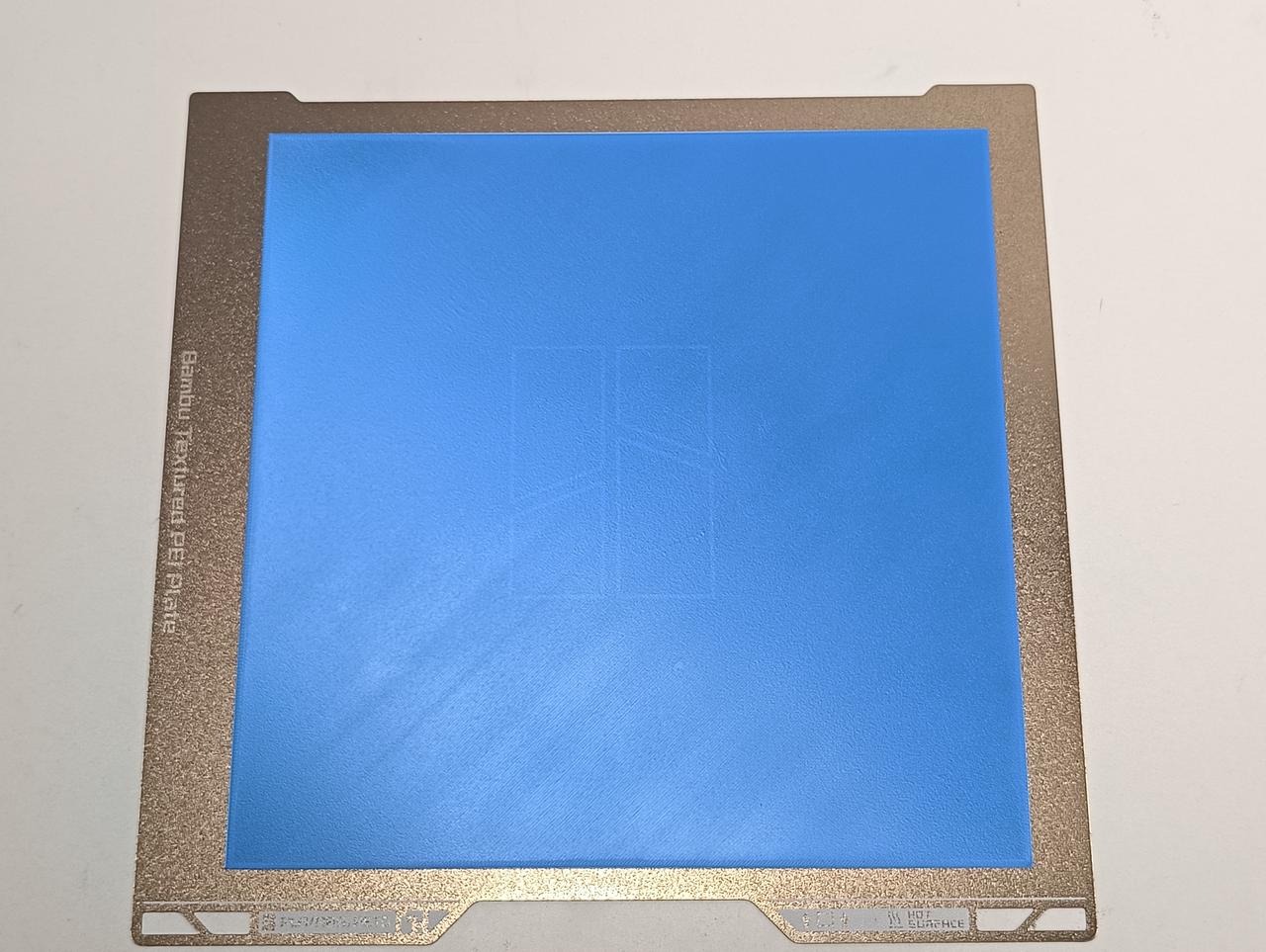
Bemærk: Mindre defekter såsom lette variationer i linjebredde eller rynker (f.eks. har kun 5% af det første lag defekter, mens de resterende 95% er flade) påvirker normalt ikke succesraten for den printede del. Så længe den overordnede vedhæftning og lagbinding ikke påvirkes, vil der ikke være nogen væsentlig indvirkning på den endelige printkvalitet (se figuren nedenfor).
Sådan printer du et høj-kvalitets første lag
Calibration & Leveling
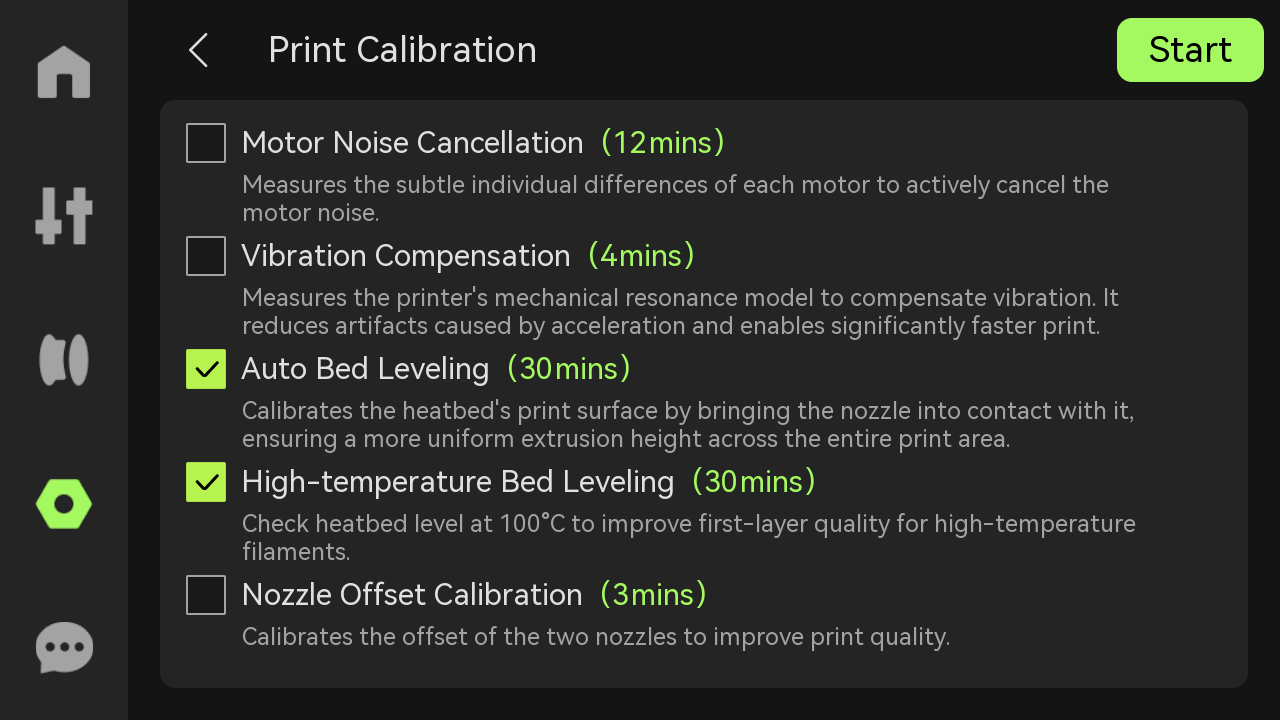
- Uanset hvilket problem med kvaliteten af første lag, din printer oplever, anbefaler vi først, at du kører Auto Bed Leveling og High-Temperature Bed Leveling i Indstillinger — Kalibrering — Printkalibrering. Hvis maskinen er blevet flyttet, opbevaret i lang tid, eller hvis varmepladen er blevet adskilt eller udskiftet, skal du også køre kalibreringen igen.
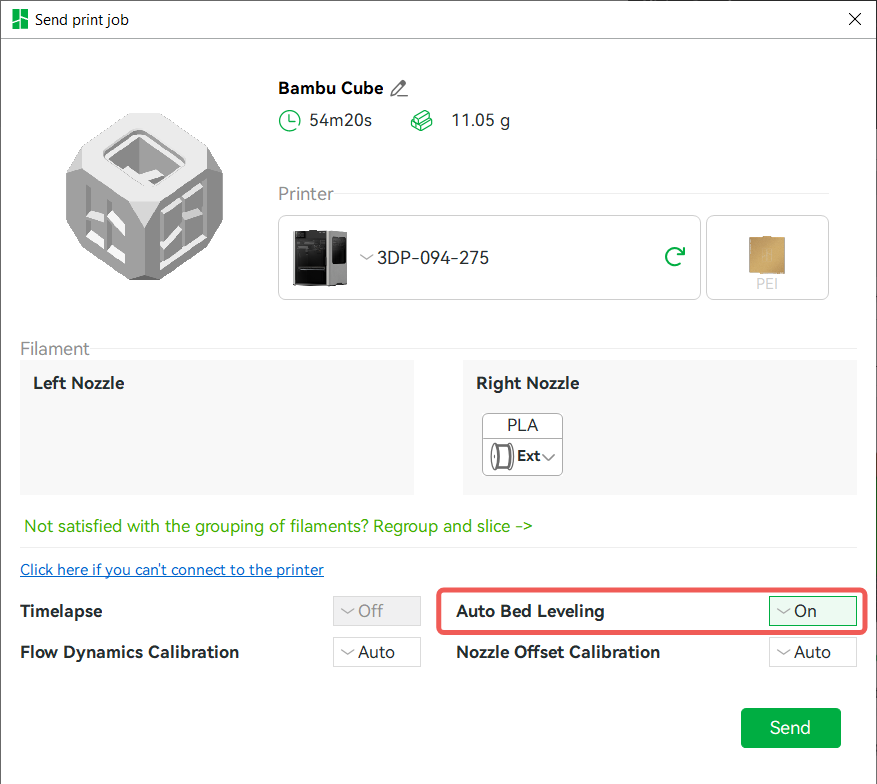
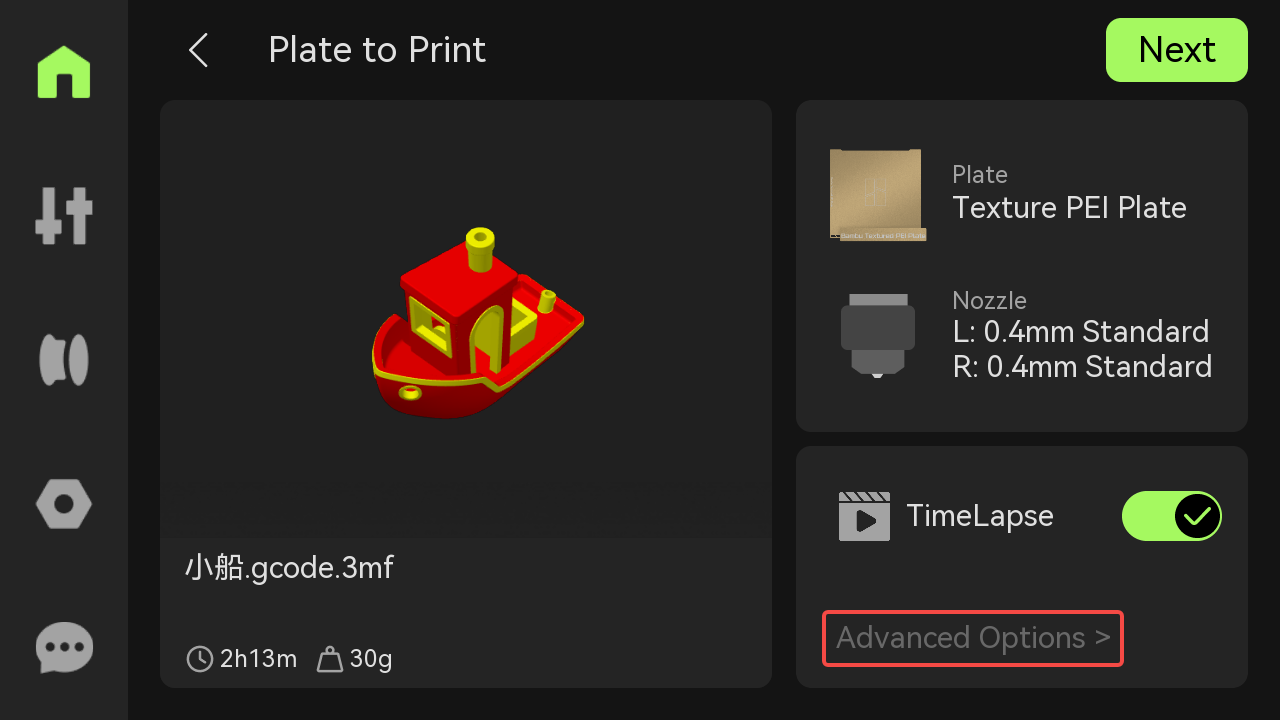
- Før du printer, skal du vælge "Tændt" i "Auto Bed Leveling" i vinduet til sending af printjob. En relativt hurtig nivellering vil blive udført før starten af hvert printjob.
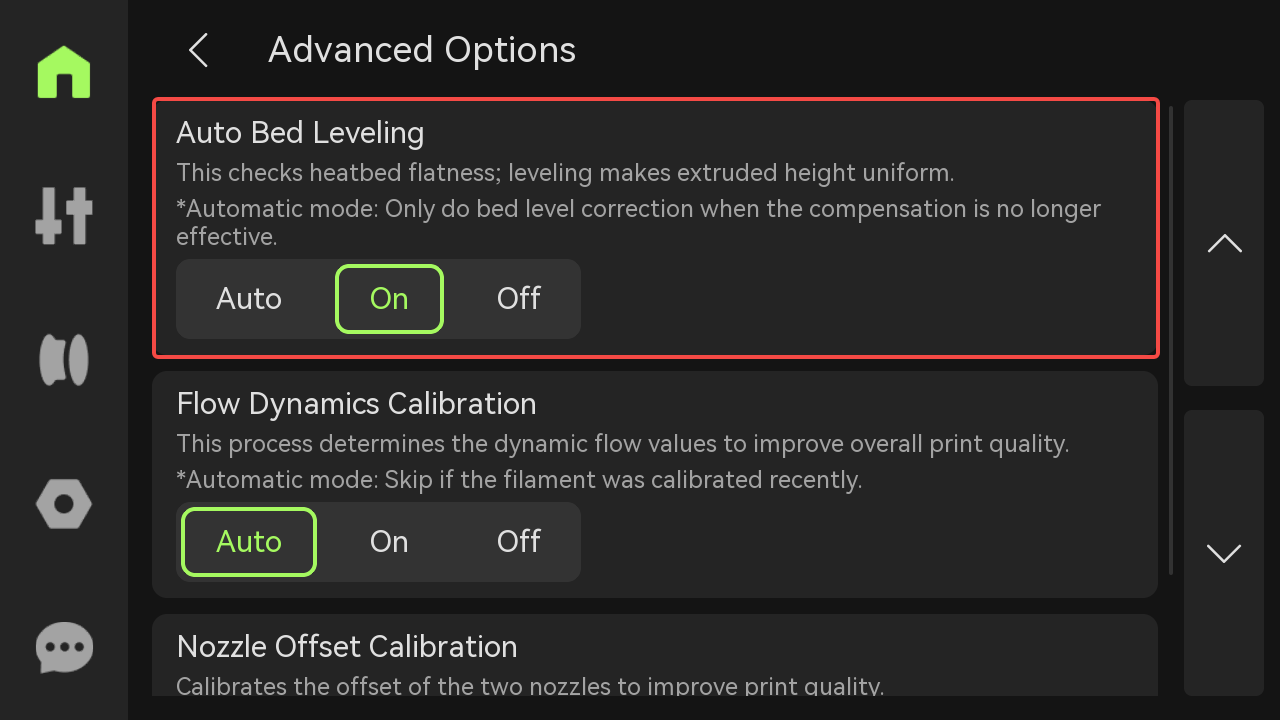
Du kan også aktivere automatisk sengejustering på printerens skærm: Advanced Options > Auto Bed Leveling.
De forudgående nivelleringdata og kalibreringsniveau data (inklusive automatisk senge-nivellering og højtemperatur senge-nivellering) er begge gemt i printeren. Under udskrivning vil systemet automatisk anvende disse to sæt af nivelleringdata. For en introduktion til flere typer af varmebed-nivellering af printeren kan du referere til de detaljerede oplysninger: H2S Printer FAQ
Guide til klassificering og håndtering af problemer med første lag printning
Store område/fuld plade første lag for lavt
Løsning:
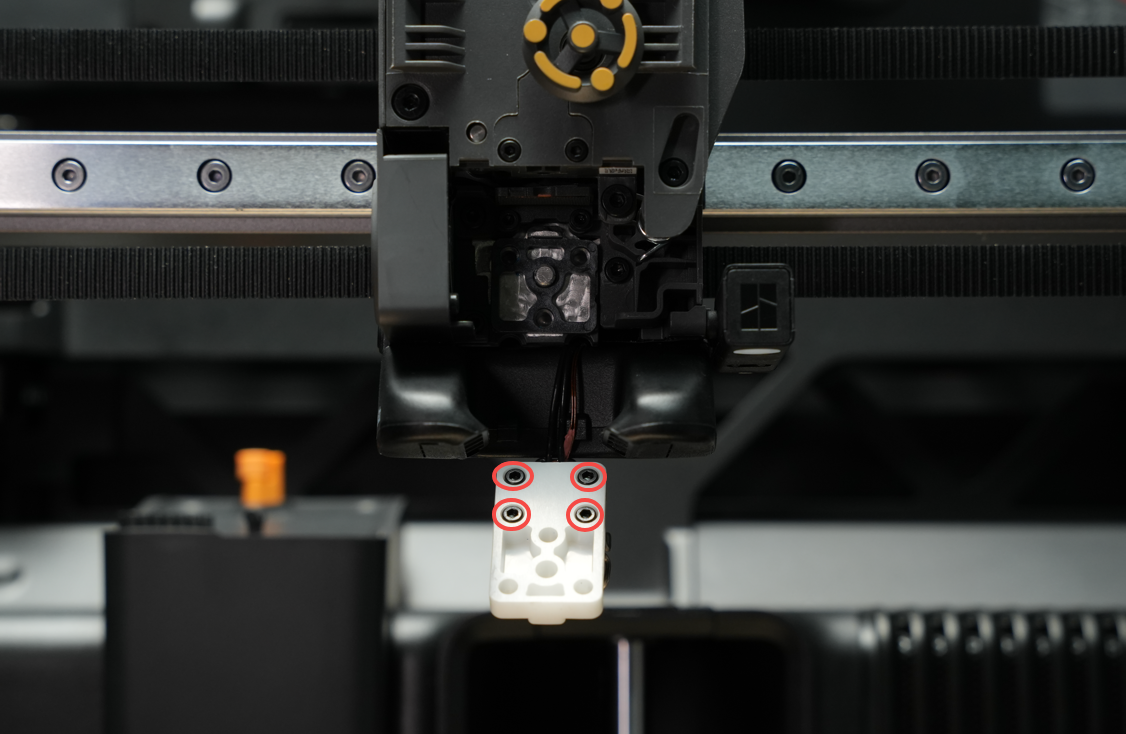
- Stram de forreste og bageste skruer på den keramiske base:
- Først skal du løsne skruerne til fastgørelse af den keramiske base (3 skruer). Se figuren nedenfor for den specifikke placering.
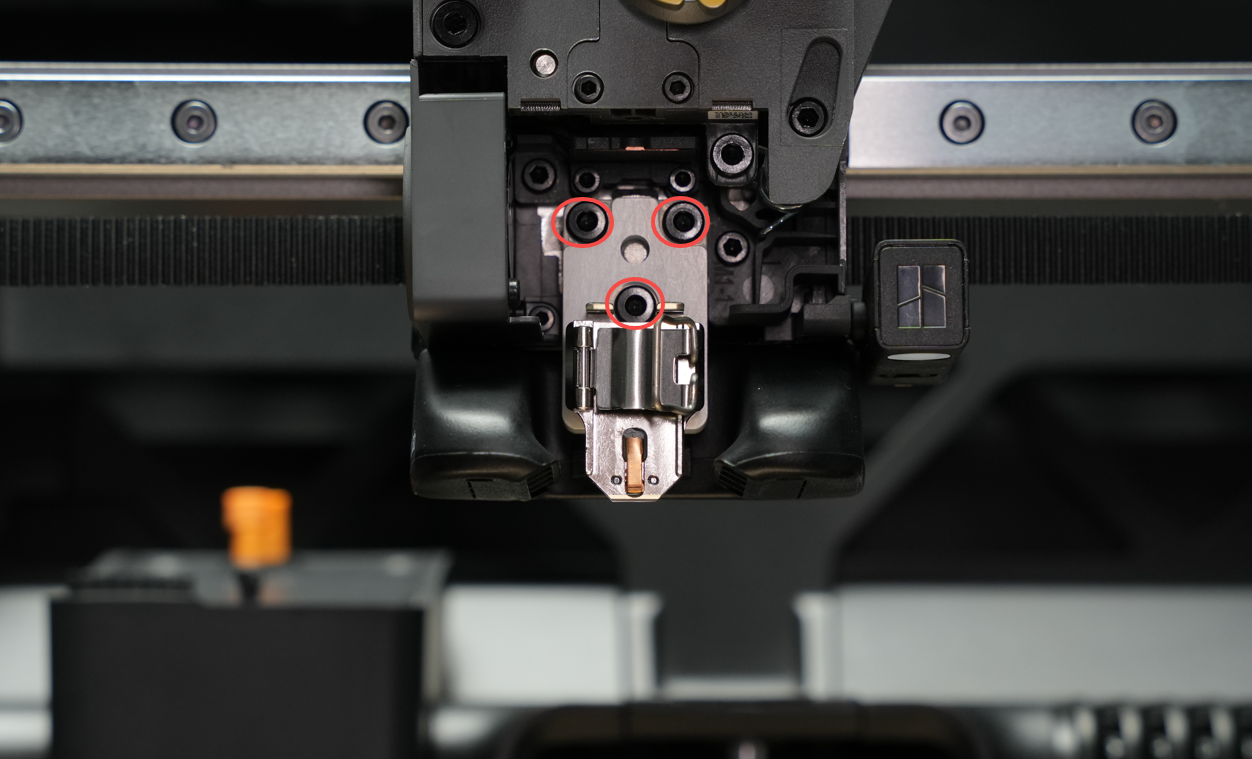
- Stram derefter de 4 skruer på bagsiden af varmeenheden moderat, med en rotationsvinkel på cirka 1/8 omdrejning.
Bemærk: Hvis skruerne allerede er relativt stramme, skal du ikke tvinge dem til at stramme yderligere for at undgå at beskadige den keramiske base.
- Geninstaller den keramiske base og stram fastgørelsesskruerne.
Kontroller dyseinstallation:
- Når du installerer, skal du trykke dysen nedad og derefter fastgøre klipsen. Klipsen skal fastgøres korrekt for at sikre, at der ikke er nogen løshed;
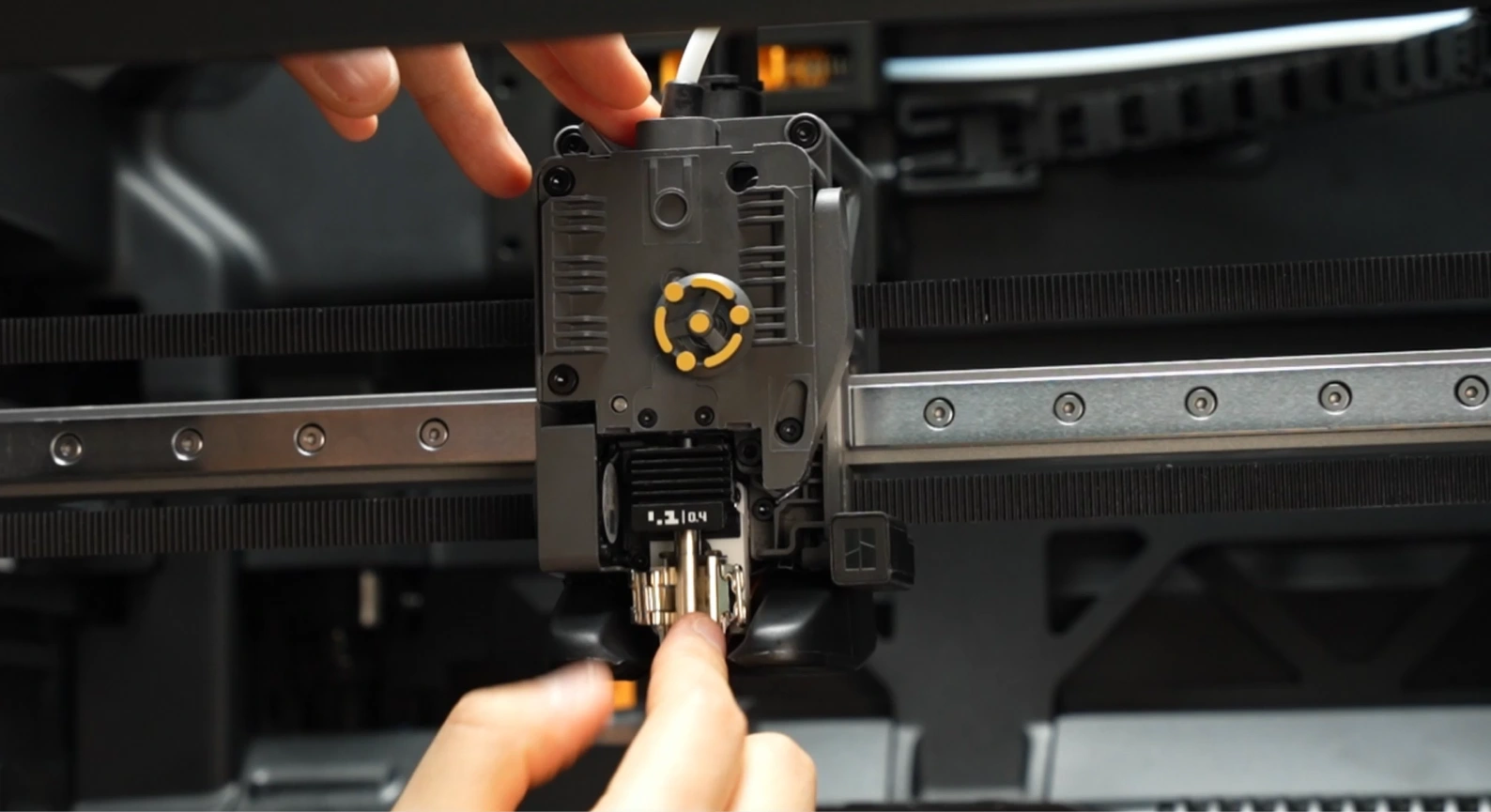
- Efter afslutning, ryst manuelt dysen for at tjekke, om den er fast. Hvis der er tydelig rysten, indikerer det, at hotenden ikke er helt fastgjort.
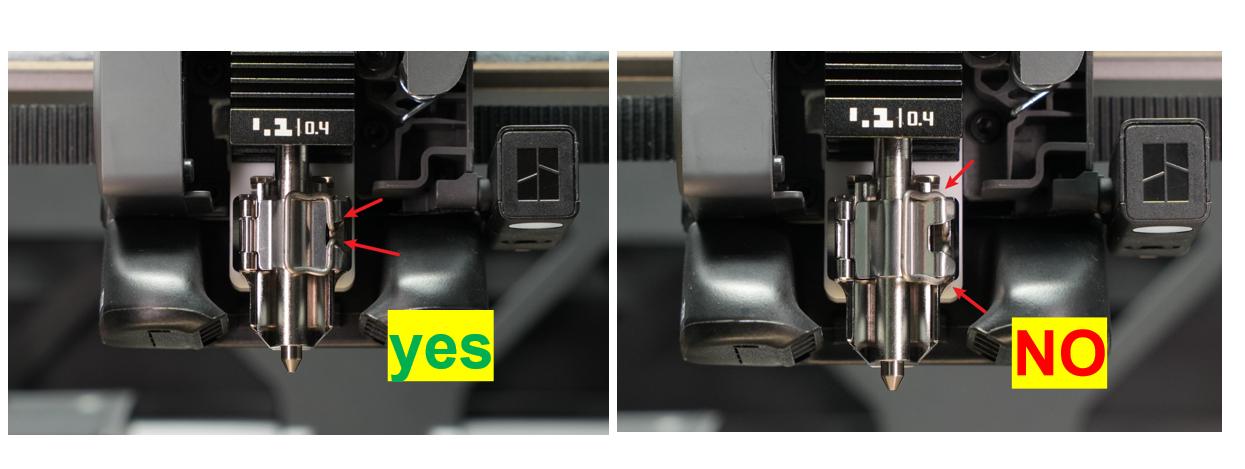
Situation med løshed og rysten:

Situation af at være fastgjort uden at ryste:

Delvis første lag for lavt
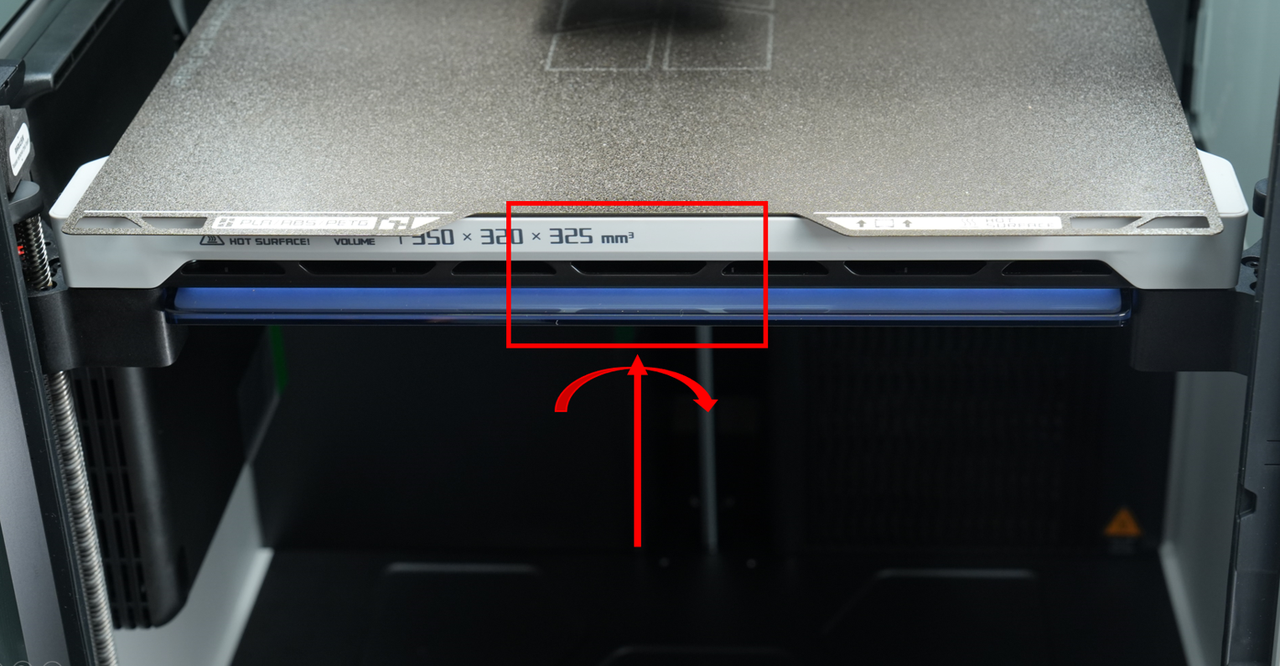
Delvis lav første lag opstår normalt i området nær printerens frontdør, som vist i figuren nedenfor.
Løsninger:
- Brug en skruetrækker eller en nøgle til at løsne den sorte side låseskrue i bunden foran på varmepladen (ca. 1 omgang). Denne skrue bruges primært til at øge stivheden af varmepladen under transport, men overstramning kan forårsage lokale lavpunkter.

- Genkør printerens kalibreringsprocedure og tjek første lag print-effekt.
- Hvis problemet stadig ikke er løst
- Brug H2 og H1.5 skruetrækkere eller nøgler til at fjerne de 3 side låseskruer på varmepladen (se figuren nedenfor for deres placeringer).
- Bemærk: Disse 3 skruer bruges kun til at forbedre stødmodstand under transport. At fjerne skruerne under normal brug vil ikke påvirke printkvaliteten.

- Efter at have fjernet skruerne, skal du køre kalibreringsproceduren igen og genudskrive til testning.
Store Område Første Lag For Højt/Sparsomt
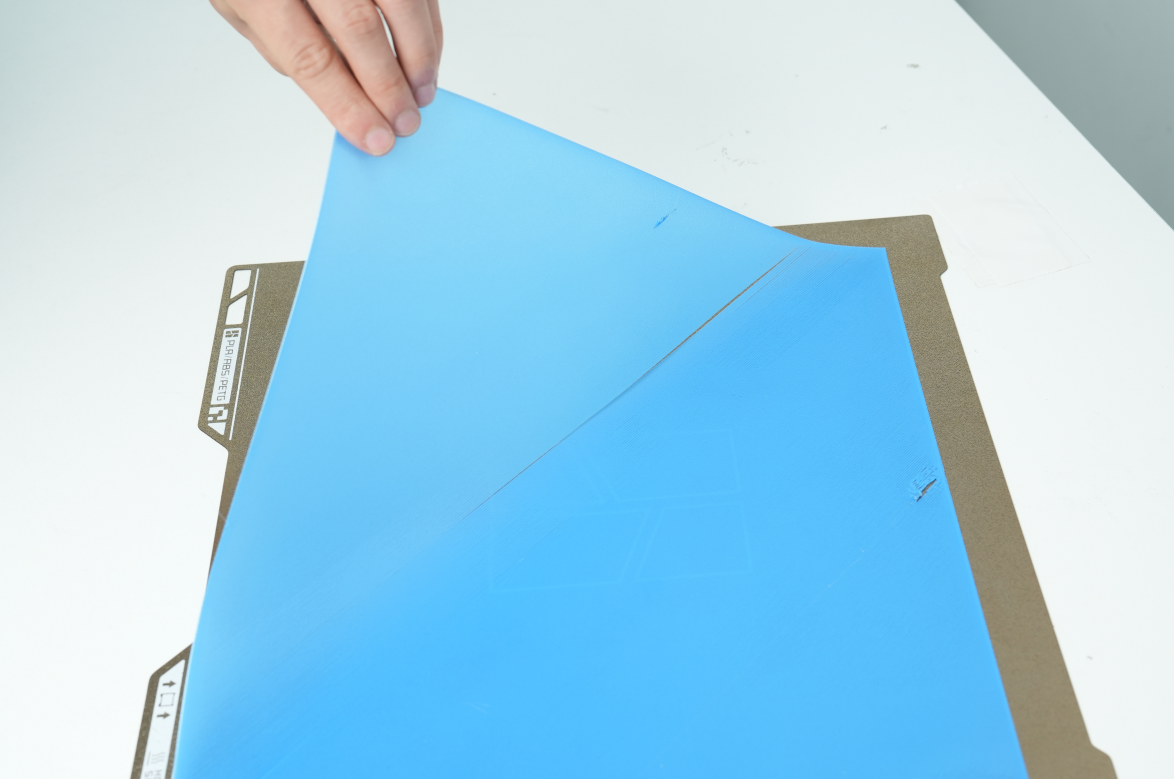
Et for højt første lag er typisk kendetegnet ved sparsomme linjer med svag vedhæftning, og linjerne kan adskille sig, når den printede del fjernes, som vist i figuren nedenfor.
Løsninger:
- Kontroller, om dyseviskeren (hård stålplade eller blød silikonebørste) er ordentligt rengjort, og bekræft, om den hårde stålplade er bøjet eller deformeret (hvis den er konkav i midten, kan dysen ikke røre stålpladen, når den tørrer dysen). Positionerne vises i figurerne nedenfor;


- Restmateriale på dysen før nivellering kan forårsage fejl i nivelleringens højde. Sørg venligst for, at dysen er ren før nivellering;

Ultimativ Fejlfindings Løsning
Hvis kvaliteten af første lag print stadig ikke er tilfredsstillende efter at have prøvet ovenstående metoder, kan du prøve:
Forvarm varmebedet til den temperatur, der kræves for printning, og hold det i 10-15 minutter på forhånd, før du starter printjobbet;
Midlertidig løsning: Juster Z-akse nuloffset
Noter:
- Denne metode er en midlertidig løsning, der er velegnet til hurtigt at korrigere problemer med første lag, men kan introducere nye lokale defekter (for eksempel: efter at have korrigeret et lokalt lavt område af første lag, kan det oprindeligt normale område blive for højt).
- Anbefalet justeringsområde:
- Struktureret plade: -0,01 mm ~ 0 mm;
- Glatt plade: -0,01 mm ~ 0,01 mm.
| Build Plate Type | Default Value/mm | First Layer Too High/mm | First Layer Too Low/mm |
| Textured Plate | -0.01 | -0.02 | 0 |
| Smooth Plate | 0 | -0.01 | 0.01 |
Justeringsmetoder:
OBS: Nedenstående er kun på engelsk, grundet de mange tekniske engelske begreber, som kan være svære at forstå på dansk.
- Modify G-Code Command
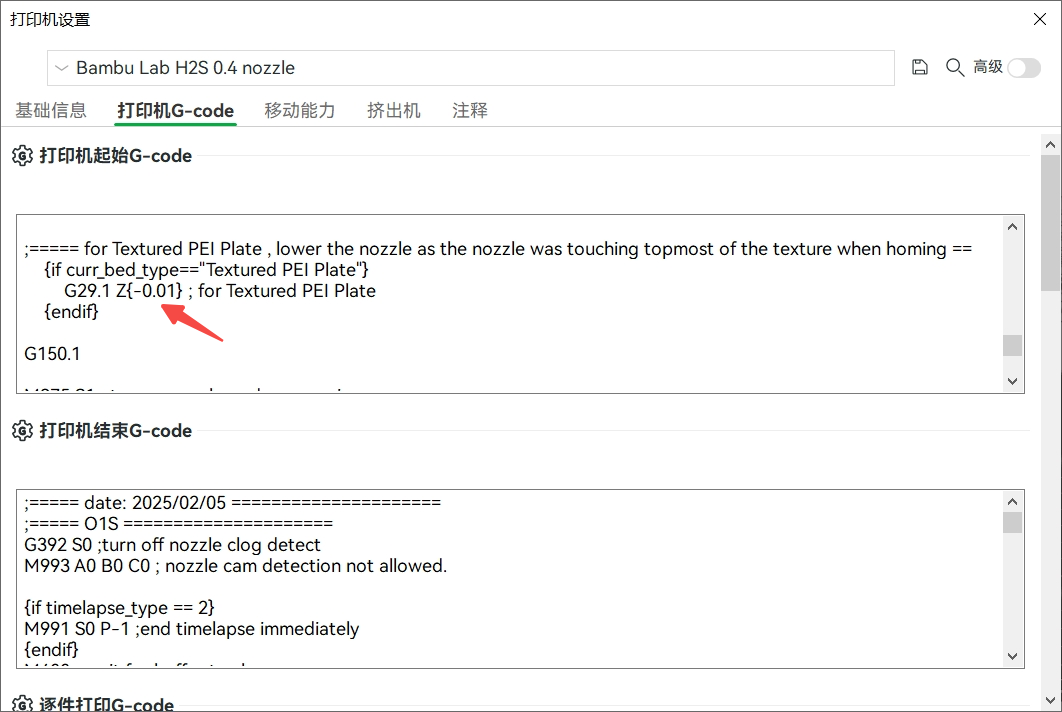
- Textured Plate: Find G29.1 in Printer Settings — Printer Start G-Code, and modify the original command G29.1 Z{-0.01} to G29.1 Z{xxx} (where xxx is the adjustment value). If the first layer is too low, you can change it to Z{0}, which is equivalent to lifting the nozzle by 0.01mm compared to the default setting during printing (to ensure a uniform first layer, the toolhead is pressed down by 0.01mm by default when using a textured plate).
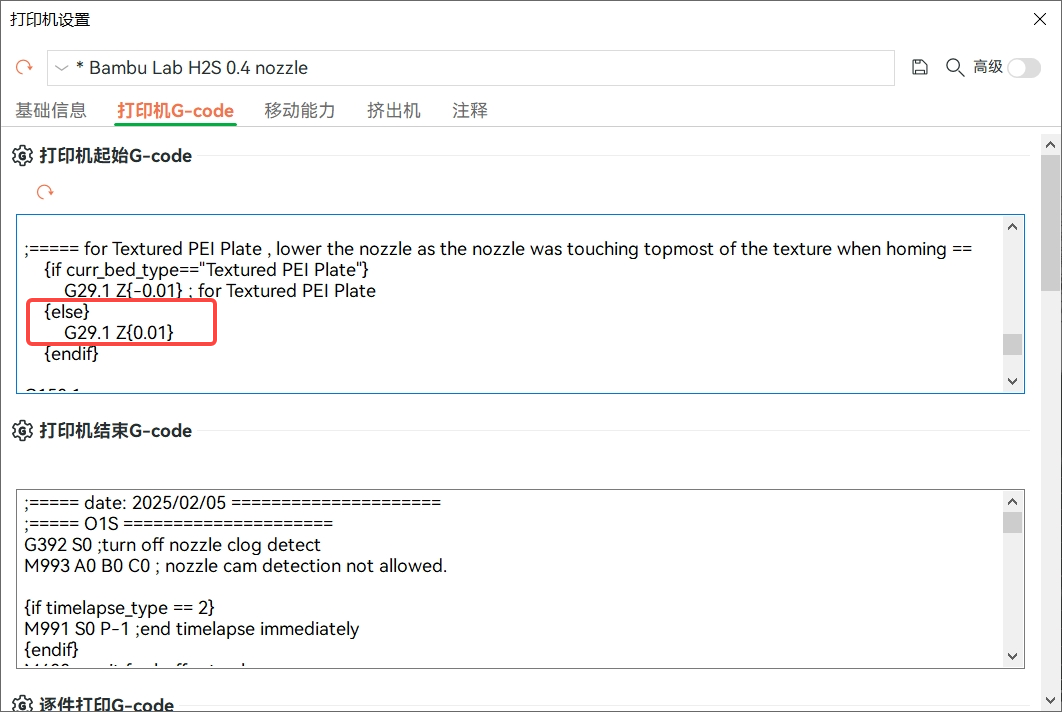
- Non-Textured Plate: For other types of build plates, such as smooth plates, it is necessary to add the {else} G29.1 Z{xxx} command. Therefore, you can insert the code at the position mentioned above, as shown in the figure below.
- Adjustment Logic
- First Layer Too High → Decrease the offset value (e.g., change from -0.02 to -0.03).
- First Layer Too Low → Increase the offset value (e.g., change from -0.02 to -0.01).
Slutnoter
Vi håber, at den detaljerede vejledning, der er givet, har været nyttig og informativ.
Hvis denne vejledning ikke løser dit problem, bedes du indsende en technical ticket til Bambu Lab