
Optimer dine 3D print på din Bambu Lab P2S 3D printer ved at sikre et "godt" first-layer
I 3D-printning påvirker kvaliteten af det første lag i høj grad succesraten for et print. Mens mindre fejl i det første lag normalt ikke mærkbart påvirker den endelige model, kan alvorlige problemer med det første lag direkte kompromittere den samlede printkvalitet eller endda føre til printfejl. Almindelige problemer med det første lag falder hovedsageligt ind under to kategorier, som hver især udgør forskellige niveauer af risiko.
- Dyse For Tæt På printpladen (Første Lag For Lavt):
- Dyse kan skrabe varmepladen, hvilket potentielt kan skade både dysen og byggepladen.
- Overdreven vedhæftning mellem printet og varmepladen kan gøre fjernelse vanskelig eller endda rive modellen itu.
- Utilstrækkelig ekstrudering af første lag kan forårsage "tilstopning" (filament akkumuleres ved dysetippen, hvilket blokerer ekstruderingen).
- Dyse for langt fra varmepladen (første lag for højt):
- De sparsomme mellemrum mellem bundlagets linjer svækker udseendet og den strukturelle integritet.
- Dårlig vedhæftning på grund af utilstrækkelig kontakt med varmepladen kan forårsage vridning, forskydning, spaghetti eller tilstopningslignende fejl midt i printet.
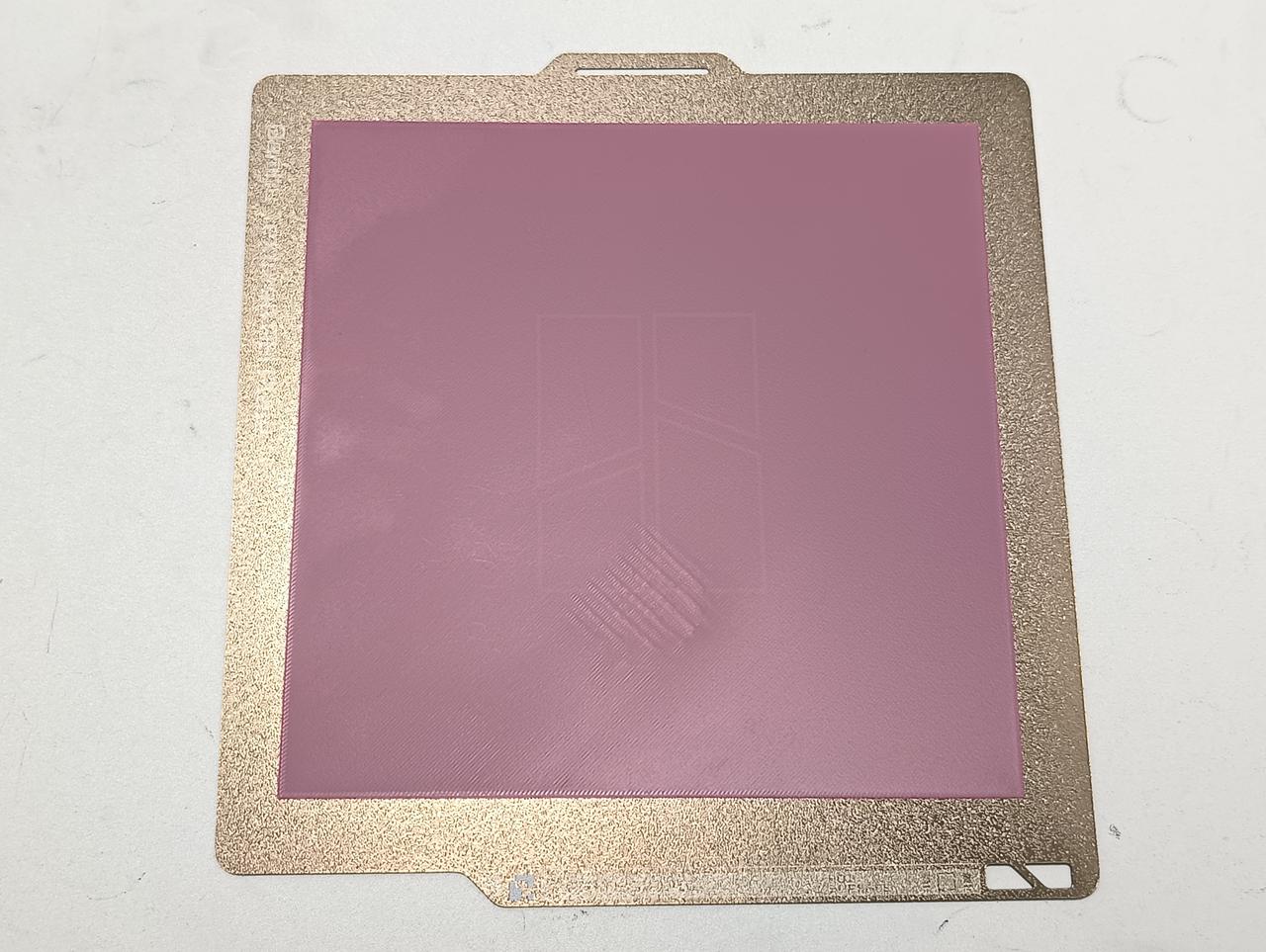
Acceptabelt Første-Lags Eksempler
Høj kvalitet første lag:
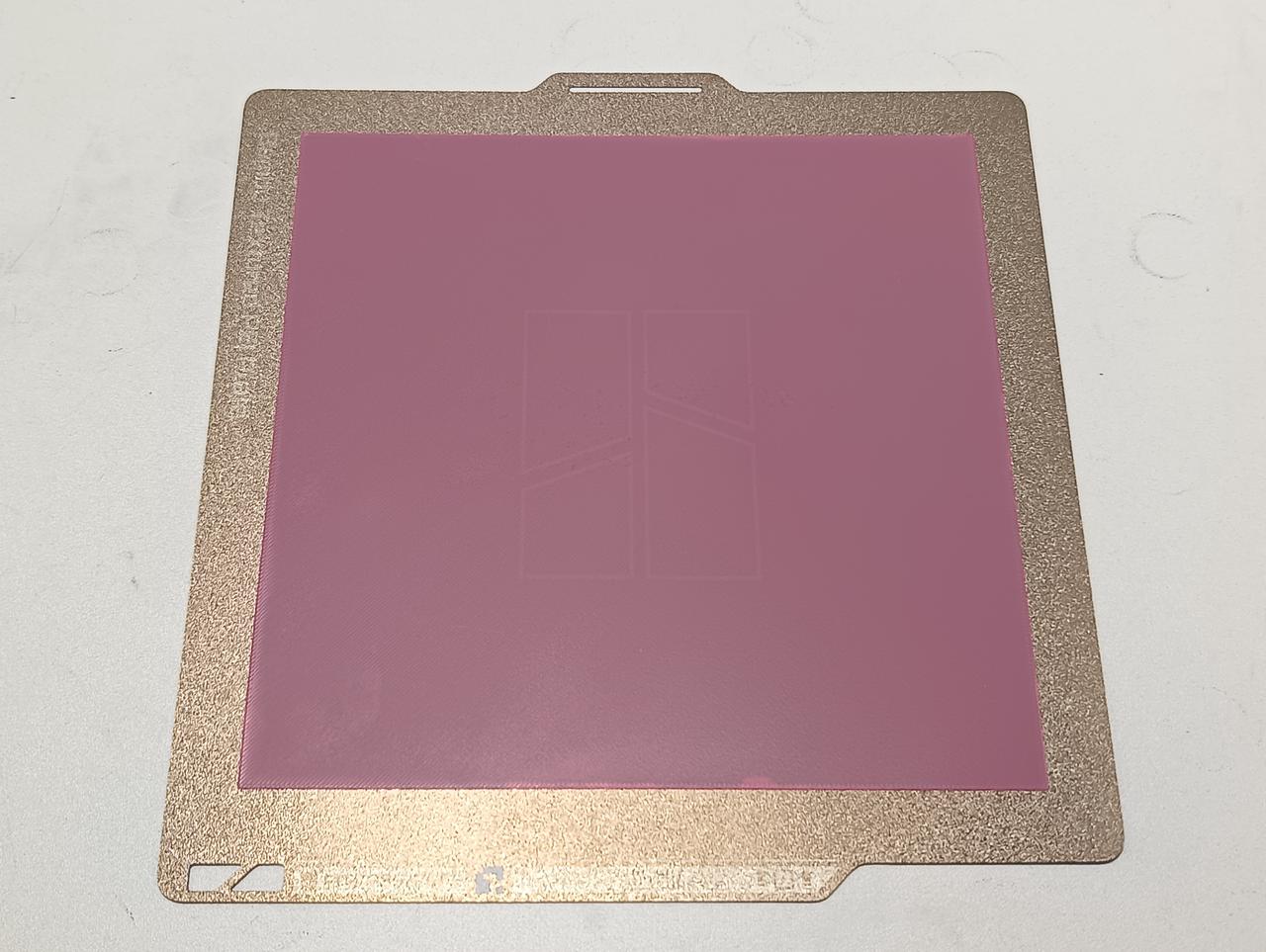
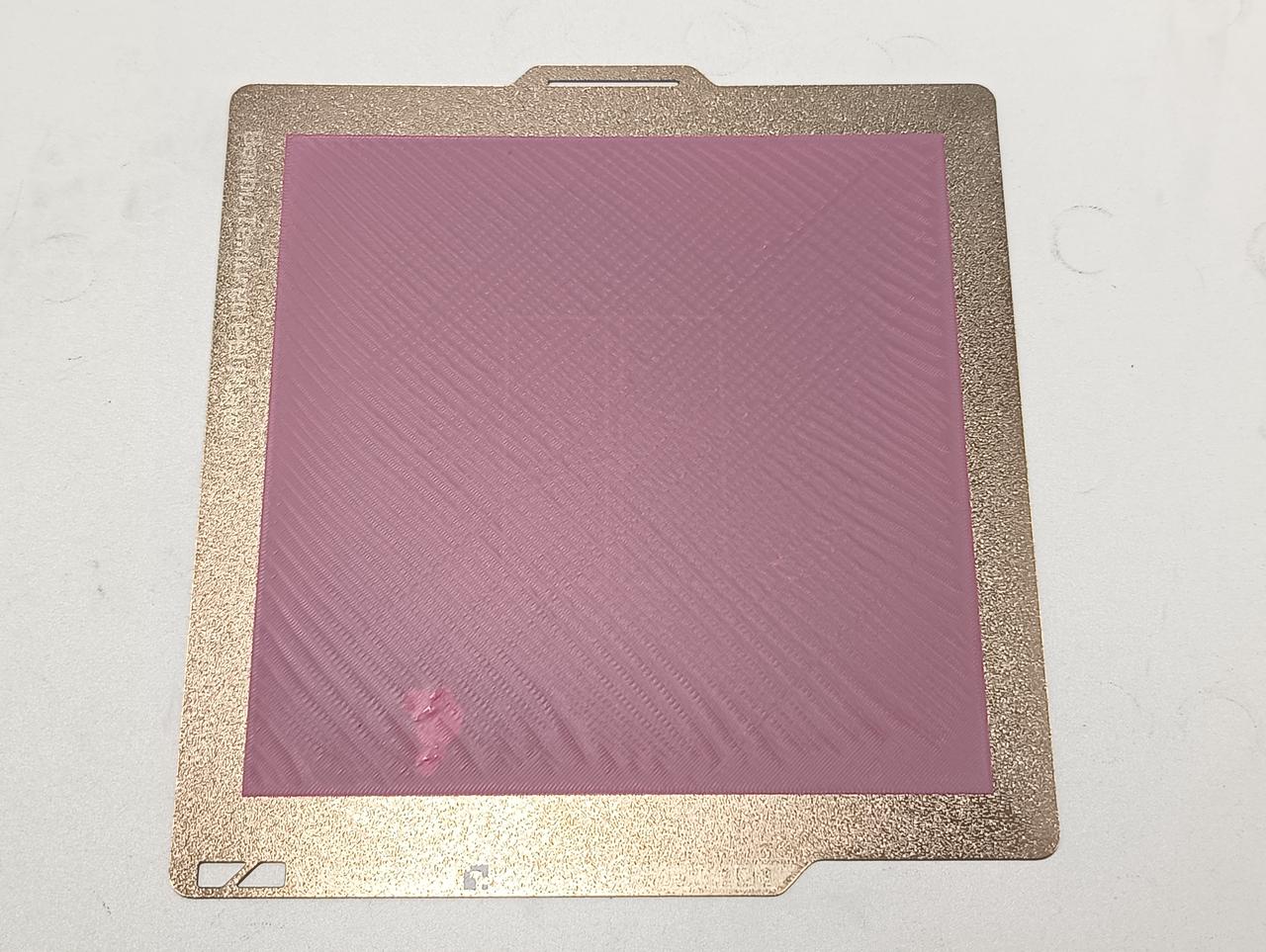
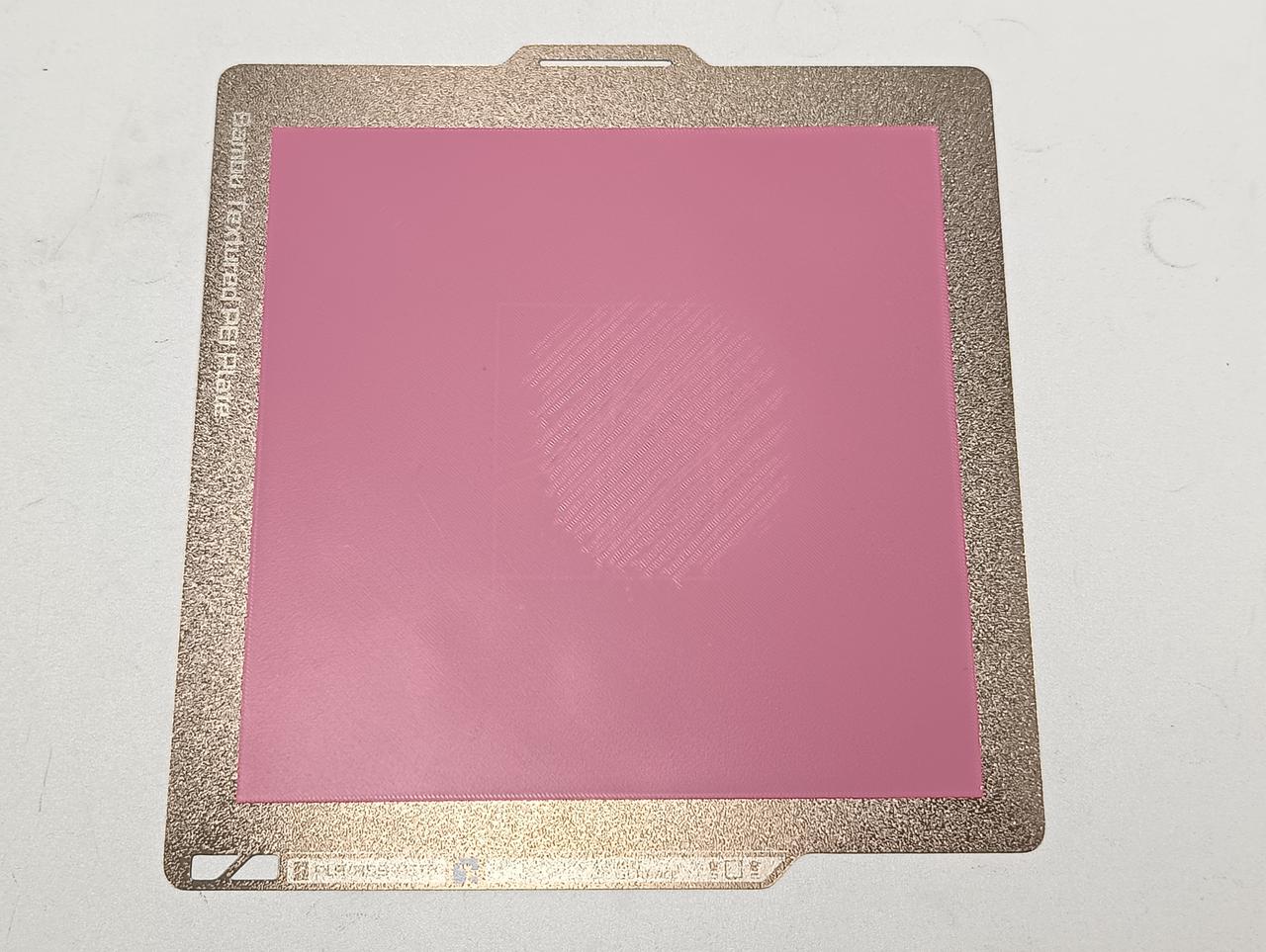
Bemærk: Mindre defekter såsom variationer i linjebredde eller rynker (f.eks. defekter i kun 10% af det første lag, mens de resterende 90% er glatte) påvirker generelt ikke succesraten for udskriften. Så længe de ikke påvirker den samlede vedhæftning og lagbinding, vil de ikke have en væsentlig indvirkning på den endelige udskriftskvalitet (se billedet nedenfor).
Kvalificeret første lag eksempel:
Sådan opnår du et høj-kvalitets første lag
Kalibrering & Nivellering
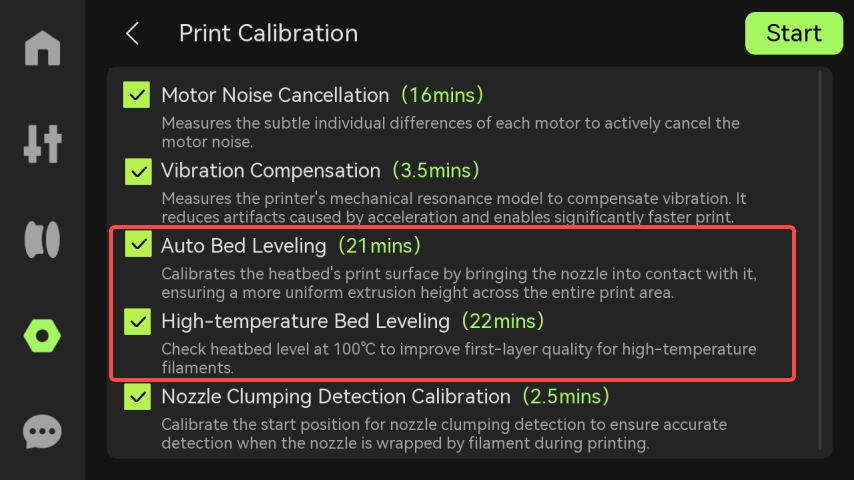
- Uanset problemerne med kvaliteten af det første lag, anbefaler vi at starte med en kalibrering. Kør Auto "Bed Leveling" og "High-temperature Bed Leveling" i Indstillinger > Calibration > Print Calibration. Hvis printeren er blevet flyttet, opbevaret i lang tid, eller hvis varmepladen er blevet adskilt eller udskiftet, skal du køre nivelleringen igen under kalibreringen.
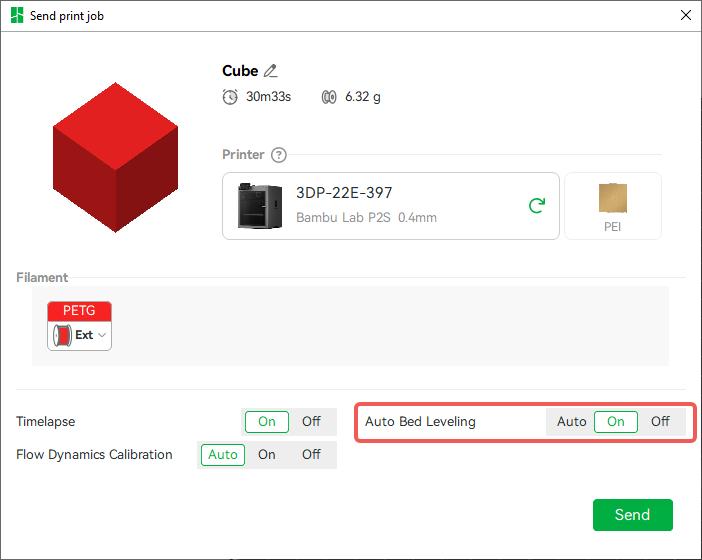
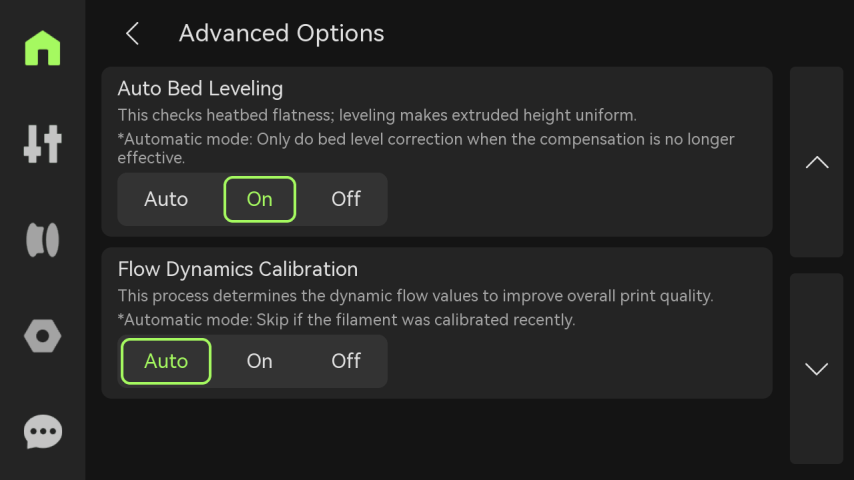
- Før du printer, skal du vælge "Tændt" i "Auto Bed Leveling" i vinduet Send printjob, og en hurtigere nivellering vil blive udført, før hver printopgave starter.
Automatisk printplade-justering kan også aktiveres på printerens skærm: Avancerede indstillinger > Automatic bed leveling.
Både forudgående nivellering og kalibreringsdata (inklusive Auto/Højtemperatur Bed Nivellering) gemmes i printeren. Systemet anvender automatisk disse datasæt under udskrivning.
Fejlfinding af Første-Lags Problemer
Stort Område/Fuldt Plade Første Lag For Lavt
Løsning:
- Check Nozzle Installation
- Klemmerne skal fastgøres på den rigtige måde for at sikre, at de ikke er løse.
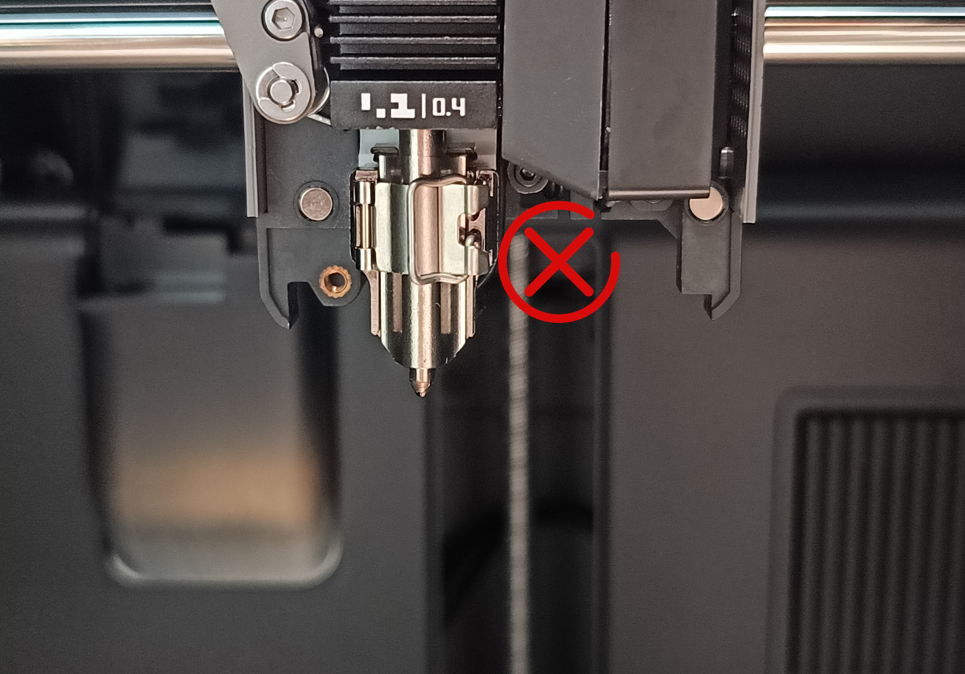

- Manuelt vride dysen for at bekræfte stabilitet. Hvis den er løs, er dysen ikke helt sikret.
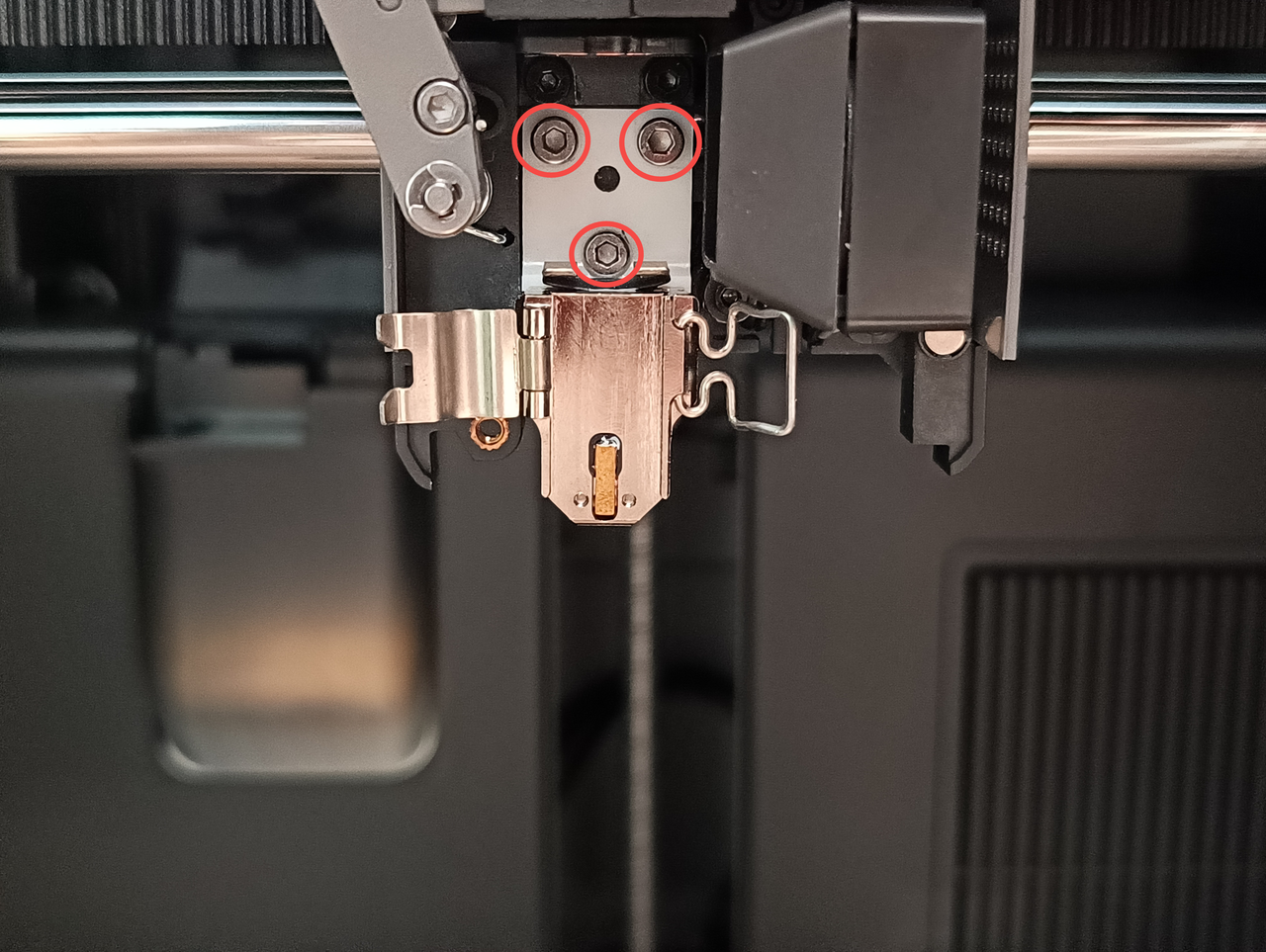
- Stram keramiske base skruer
Først løsner du de 3 fastgørelsesskruer på den keramiske base, derefter strammer du moderat de 4 skruer på bagsiden af hotend varmeenheden og geninstallerer den keramiske base.
 |  |
Delvis første lag for lavt
Løsning:
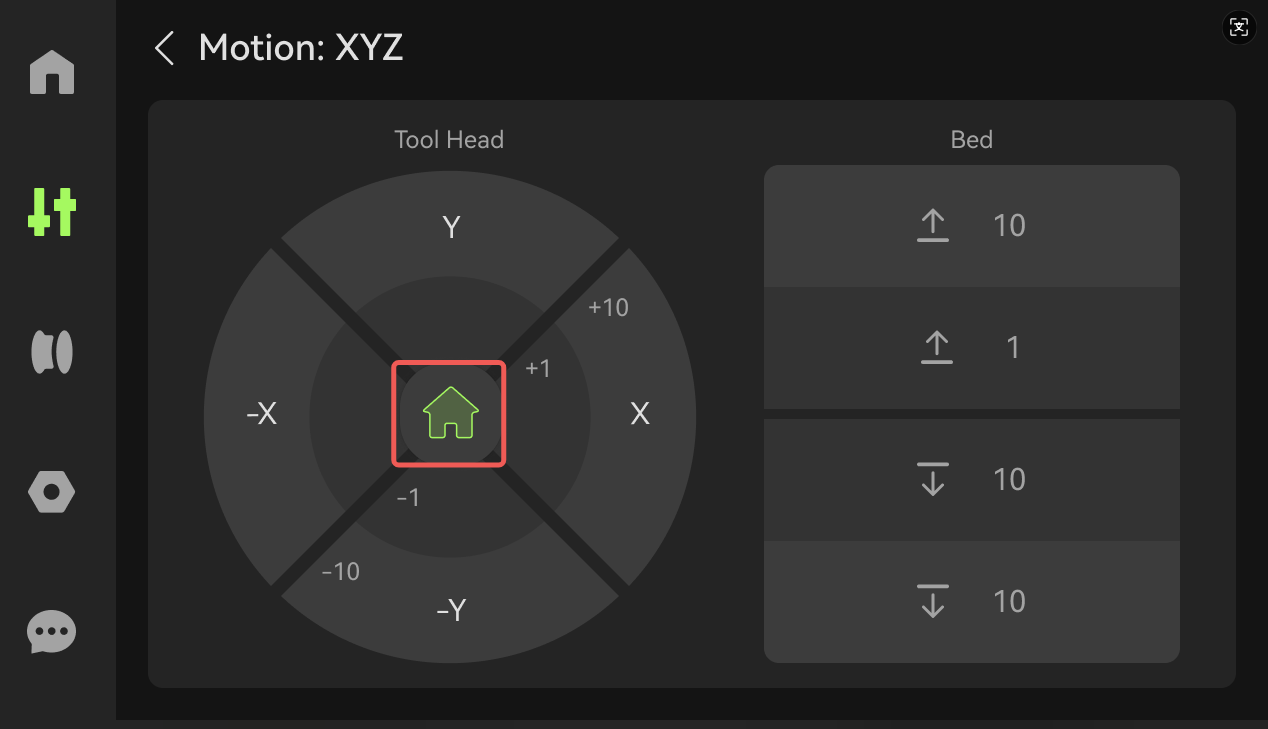
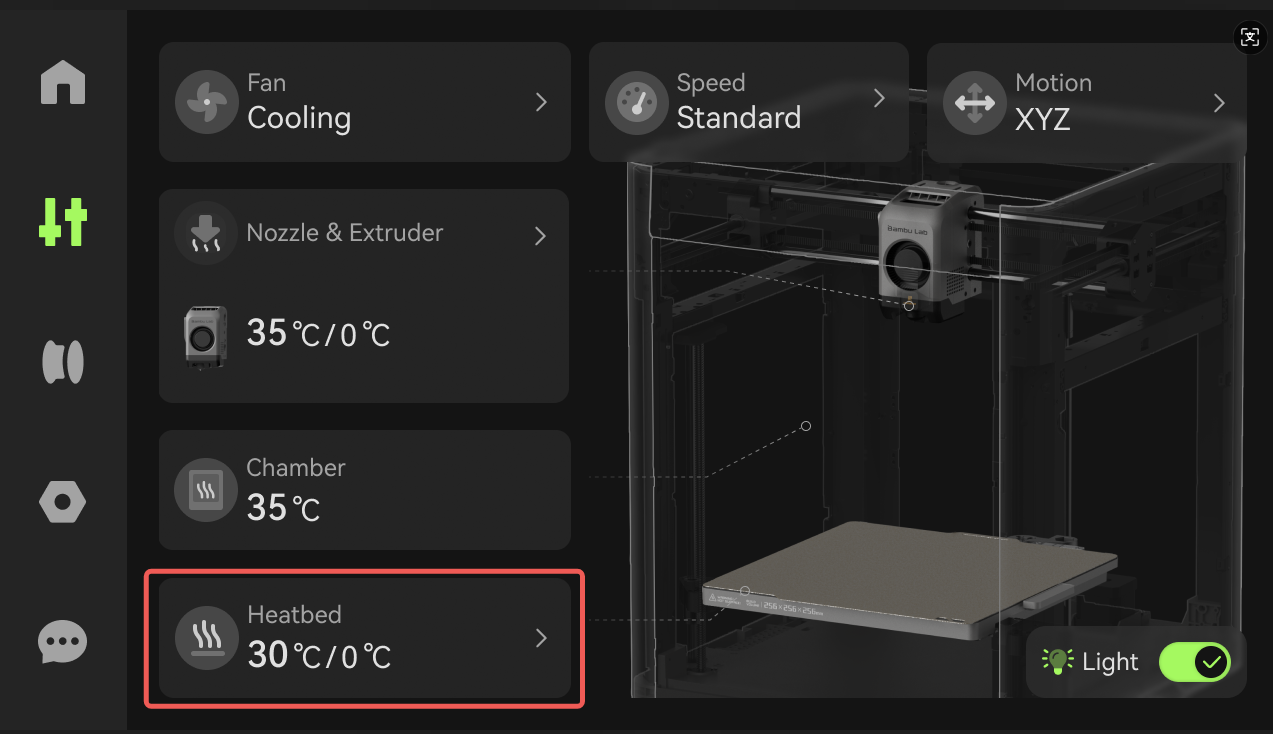
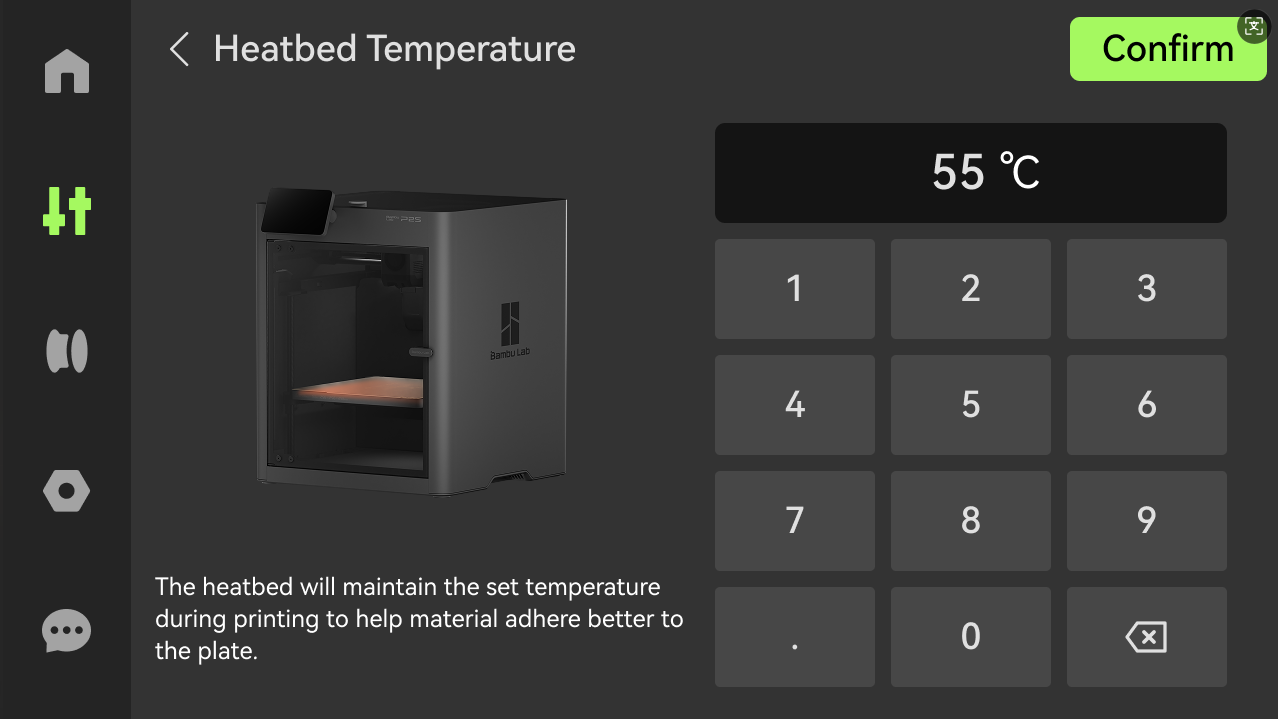
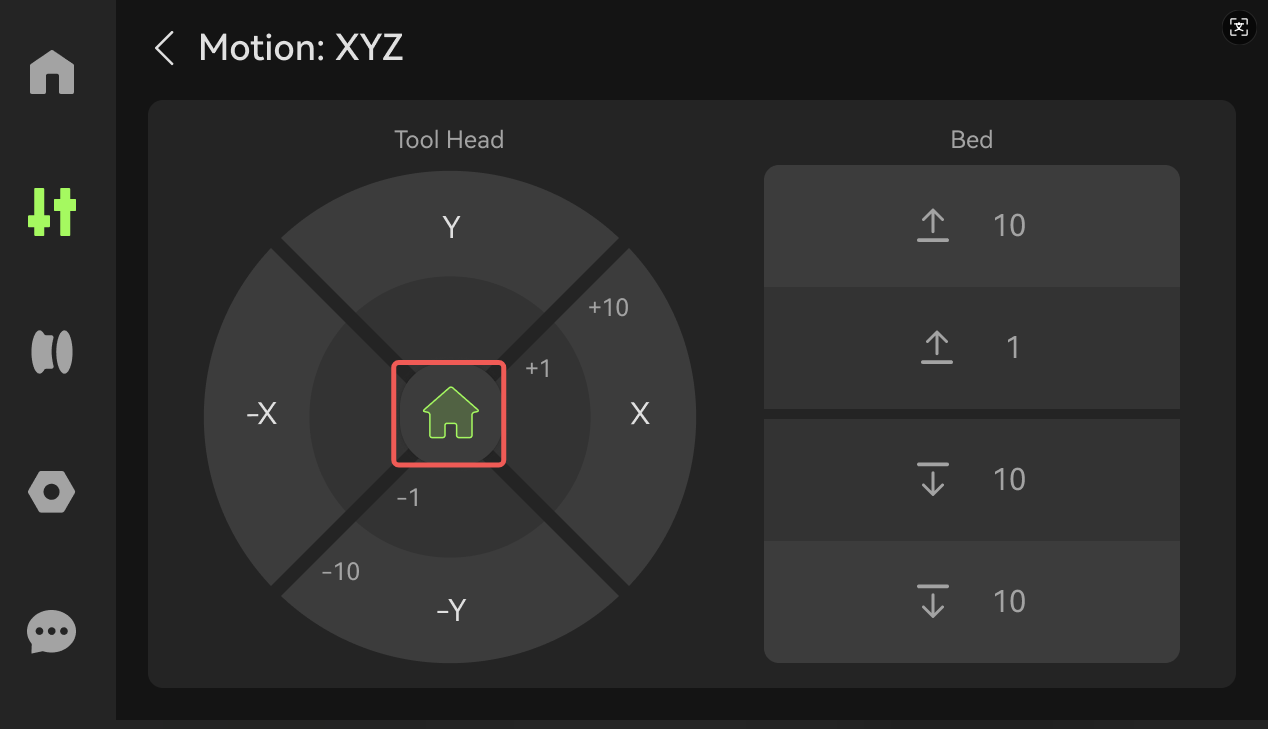
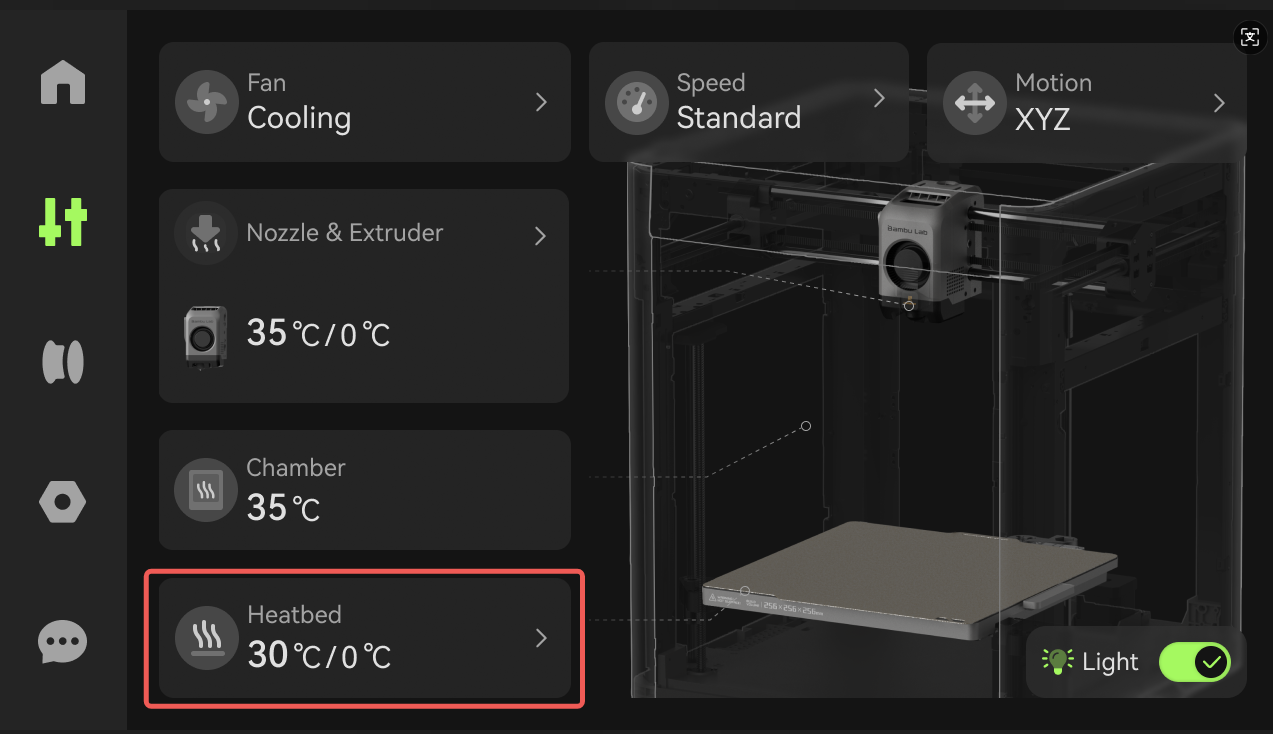
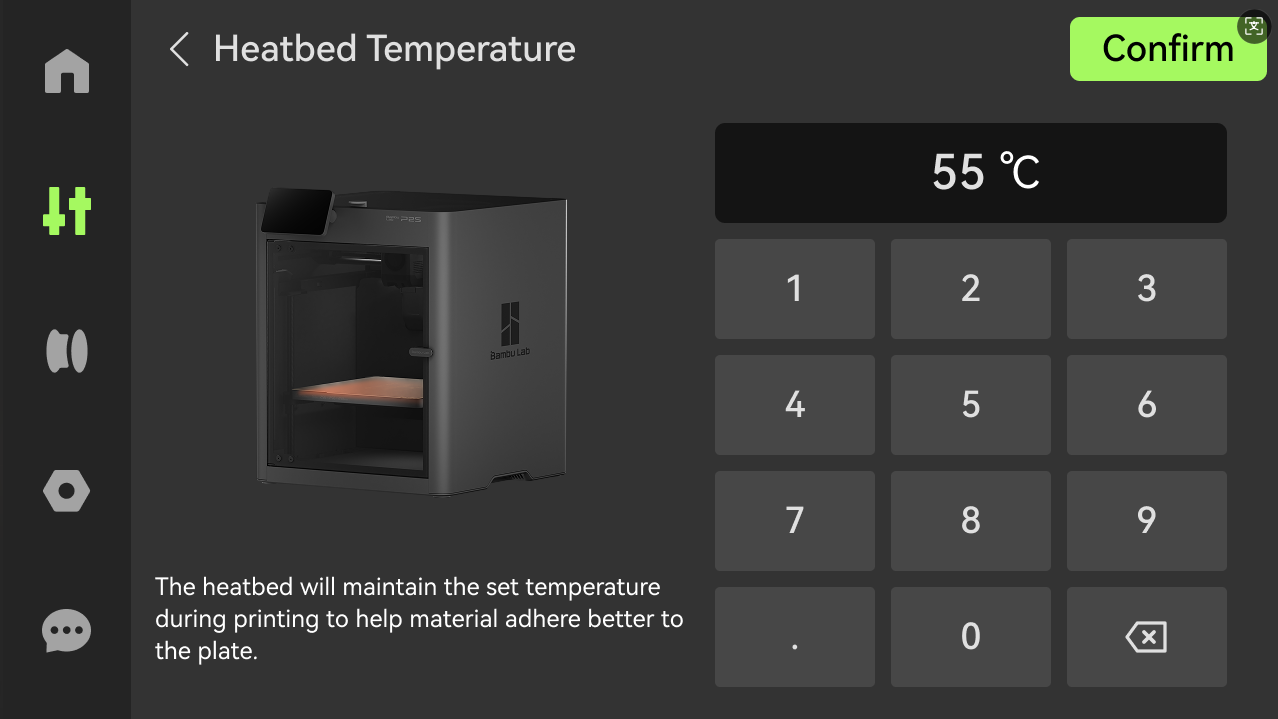
- Select "Home" on the screen to raise the heatbed temperature to 55°C and keep it there for 5 minutes to preheat.
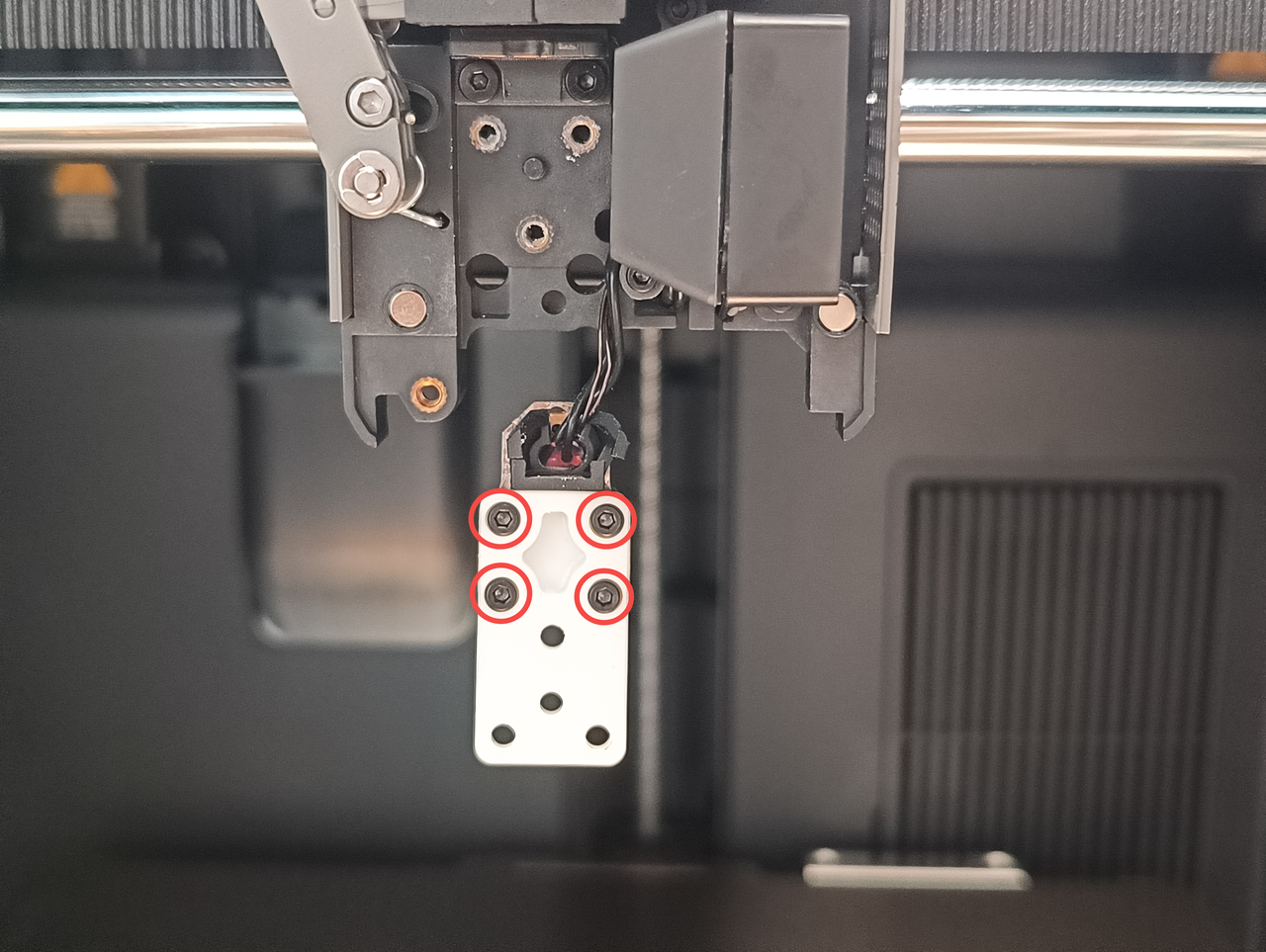
- Mekanisk Justering:
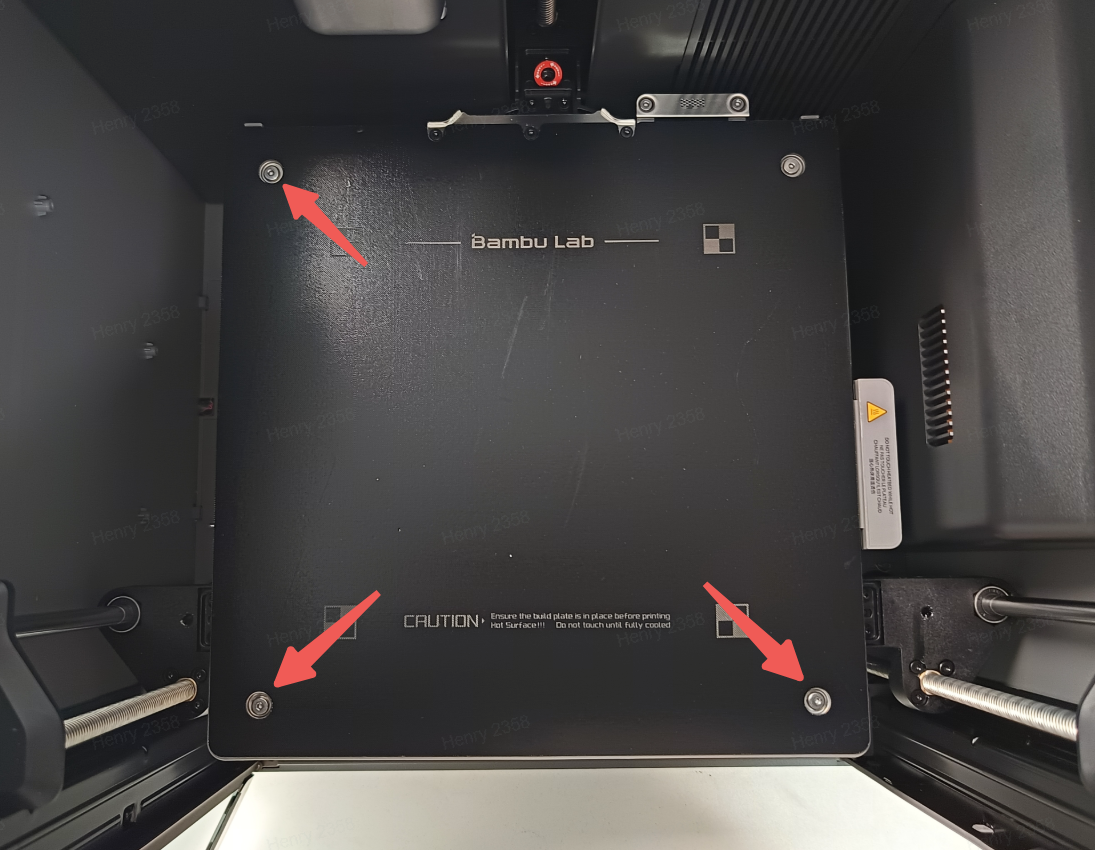
- Løsne de fire fastgørelsesskruer i den viste rækkefølge (se vedhæftede billede).

- Når du strammer igen, skal du sikre dig, at der ikke er kontakt mellem metaldelen af varmepladen og plastdelen af Z-aksens glider i XY-retningen.
- Reset heatbed til nul og kør førstelagstestprintet igen.
Avanceret Manuel Nivellering (For Sager, der ikke er Løst ved Rutinemetoder):
- Klik på "Home" på skærmen, forvarm printpladen til 55°C, og hold den i 5 minutter.
- Stram de 3 justeringsskruer på varmepladen (bemærk, at den bageste højre skrue er låst og ikke skal justeres), og juster dem til midterpositionen så meget som muligt, undgå overdreven ekscentricitet fra skruehullerne på varmepladen. Under stramningen anbefales det at holde varmepladen i hånden for at kontrollere, om skruerne er helt strammet.
Hvorfor stramme?
Manuel nivellering kræver justering af hver hjørnes skrueposition. For at sikre et ensartet nivelleringsudgangspunkt skal alle tre nivelleringsskruer først strammes helt (skruet til bunden). På dette tidspunkt er afstanden mellem varmepladen og dyse maksimeret, hvilket hjælper med at forene den indledende tilstand.

- Kopier den manuelle nivellering G-code-fil (vedhæftet nedenfor) til et USB-drev og indsæt det i printerens USB-port. Når enheden genkender det, vil skærmen vise filoversigten. Vælg nivellering G-code-filen og klik på "Start Print."
- Efter at have kørt G-code-filen, vil værktøjet først hjemsøge, derefter måle de 3 hjørner af varmebedet én ad gangen (3 punkter definerer et plan). Værktøjet vil blive ved hvert hjørne i 30 sekunder, med i alt tre runder (for at sikre nivelleringens nøjagtighed).
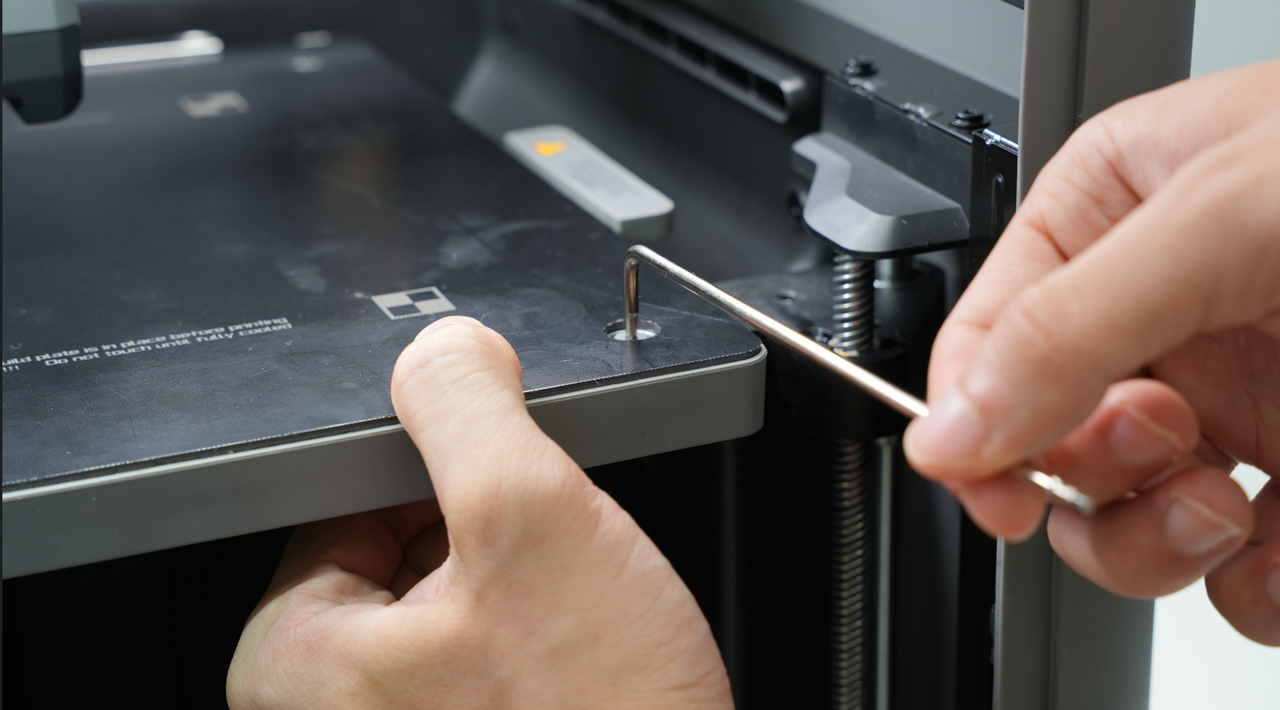
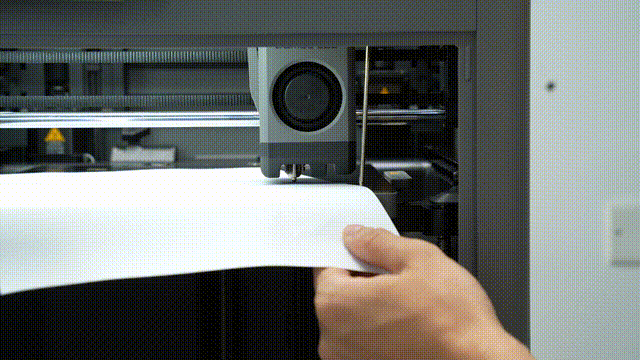
- Værktøjet vil automatisk bevæge sig til det forreste venstre nivellering punkt. Indsæt A4-papir mellem dyse og varmebed, og finjuster varmebedskruen, indtil dysen lige rører papiret med let glidende modstand, hvilket indikerer en passende afstand.
Tip: Med uret stramning af justeringsskruen øger afstanden mellem varmepladen og dyse; mod uret løsner bringer varmepladen tættere på dysen.
- Finjuster niveaueringsskruerne i de 3 hjørner i rækkefølge, og sørg for ensartet modstand, når du glider papiret hen over alle tre punkter for at holde varmepladen i niveau. G-kodefilen vil køre 3 niveaueringscykler, hvor hver hjørne gentages 3 gange, hvilket giver dig flere muligheder for at finjustere for højere præcision. Det anbefales at gennemføre alle tre runder for at sikre stabile resultater.
Bemærk: Når du bemærker, at varmebedet begynder at sænke sig, skal du stoppe nivelleringen og fjerne unbrakonøglen, da værktøjet er ved at bevæge sig.
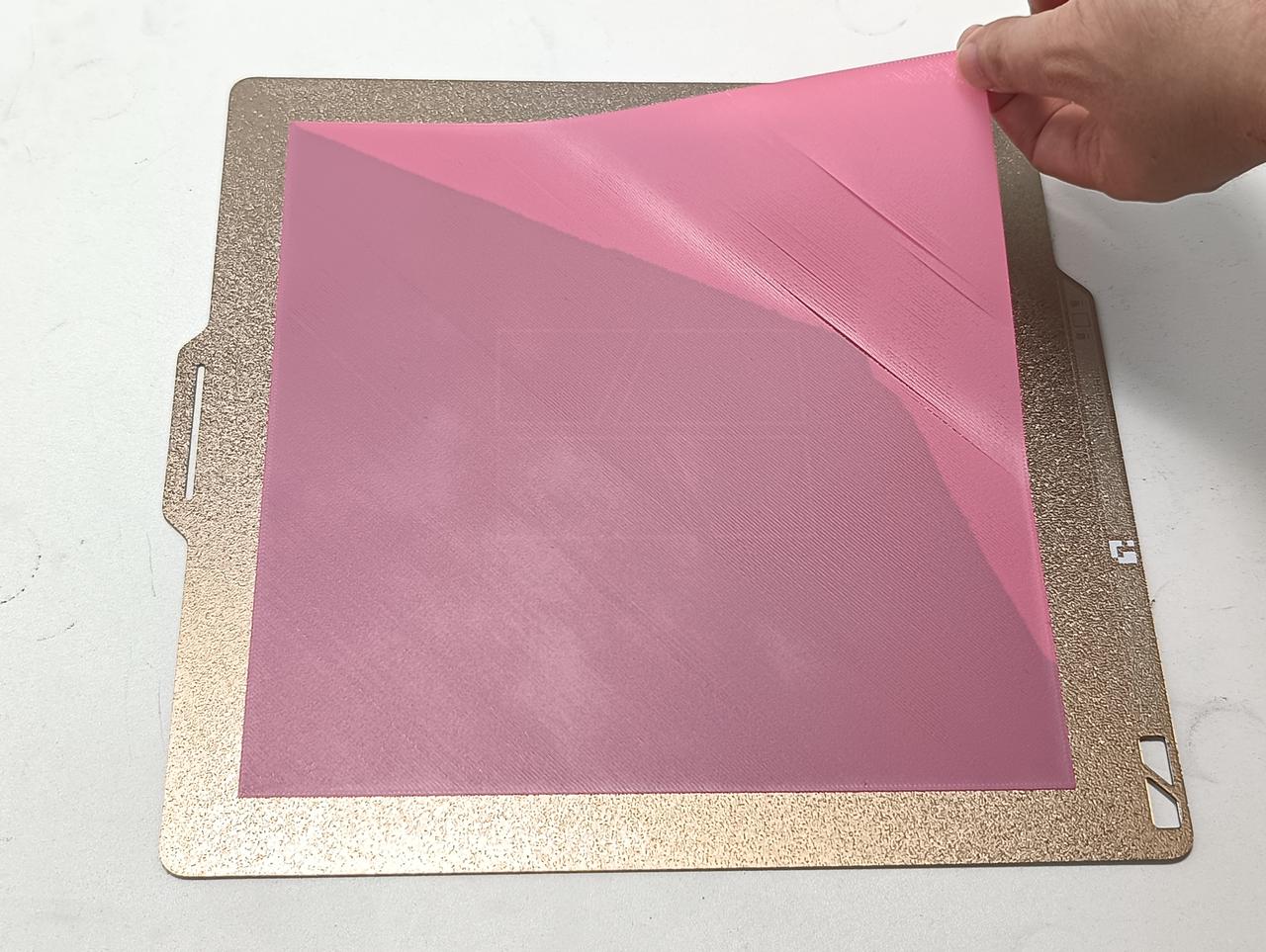
Store område første lag for højt/spredt
Den første lag er for højt, hvilket normalt viser sig som sparsomme linjer og svag vedhæftning. Når man fjerner printet, kan linjerne adskille sig, som vist i figuren nedenfor.
- Løsning:
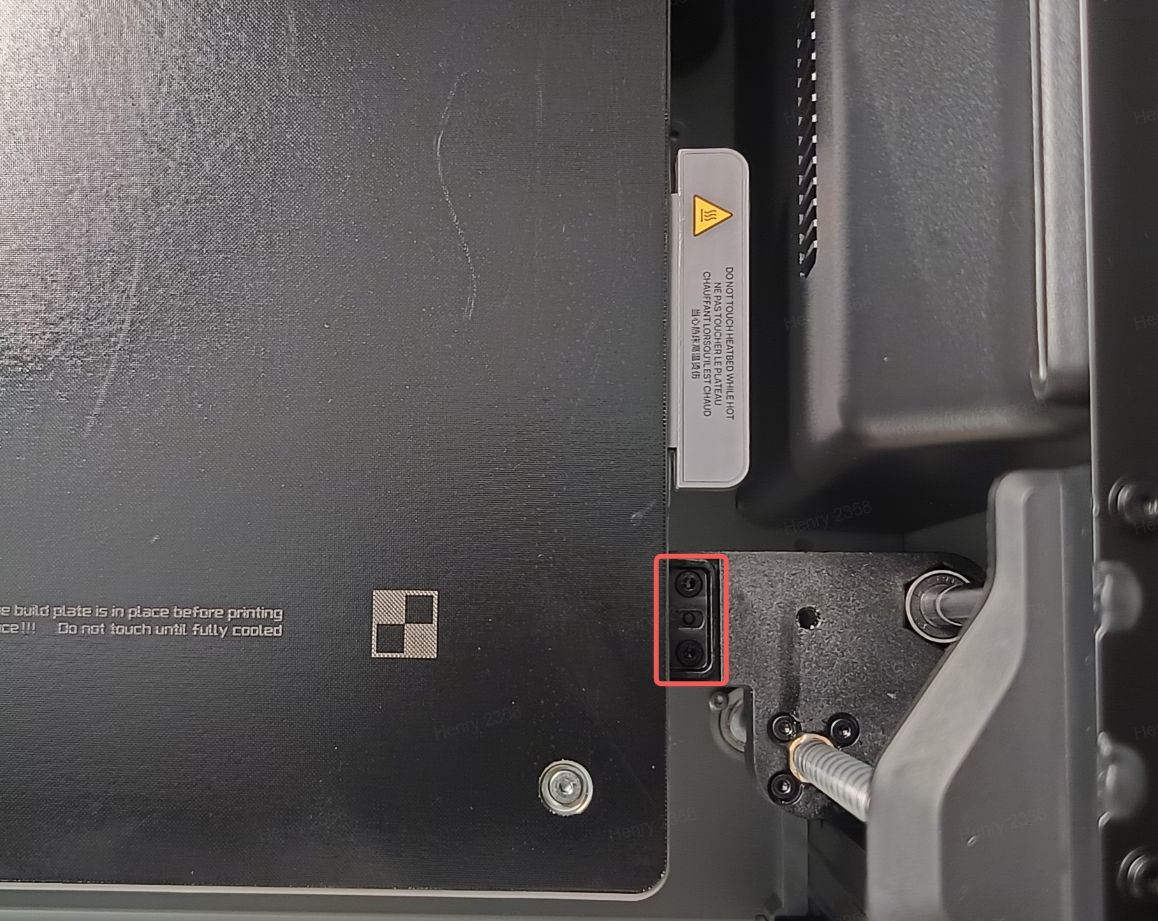
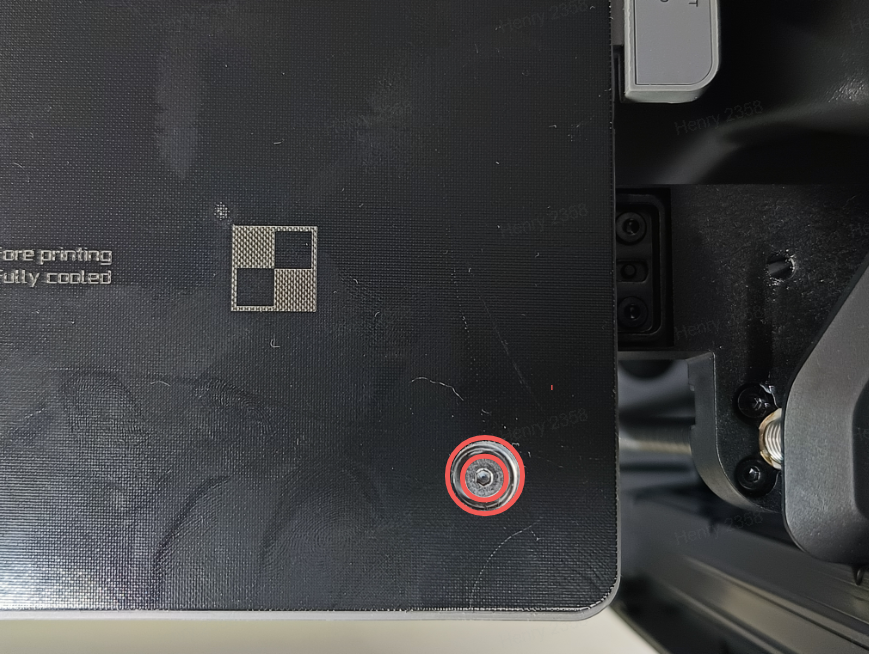
- Kontroller, om dyseviskeren (hård stålplade eller blød silikonebørste) er ren og på plads, og bekræft, om den hårde stålplade er bøjet eller deformeret (hvis den er konkav i midten, vil dysen ikke kunne kontakte stålpladen, når den tørrer dysen). Positionen er vist i figuren nedenfor;

- Restfilamenter på dysen før nivellering kan forårsage fejl i nivelleringens højde. Sørg venligst for, at dysen er ren før nivellering.

Regelmæssigt Første Lag For Højt
Consistent sparse print lines in fixed areas during repeated prints are often caused by contamination (e.g., oil stains) on the build plate.
Løsning:
- Rengør byggepladen. Brug anhydrous alkohol eller en dedikeret rengøringsmiddel til grundigt at rengøre pladen. Henvis til(Bambu Lab Textured PEI Plate Troubleshooting Guide)for standardprocedurer.
- Rekalibreringstest. Genplacer printpladen, udfør den automatiske kalibreringsproces for printpladen, og udfør derefter første-lag testen.
Midlertidig løsning: Juster Z-offset
Bemærkninger: Denne metode er en midlertidig løsning, der er velegnet til hurtigt at rette problemer på det første lag, men den kan introducere nye lokale defekter (for eksempel, efter at have rettet et lokalt lavt område på det første lag, kan det oprindeligt normale område være højere).
OBS: Nedenstående er kun på engelsk, grundet de mange tekniske engelske begreber, som kan være svære at forstå på dansk.
Metoder:
- Modify G-code
Find G29.1 in Printer Settings > Machine start G-code. G29.1 Z{0.01} represents the default nozzle lift height for textured plates, and G29.1 Z{0.03} for non-textured plates. To ensure a uniform first layer, the toolhead is raised by 0.01mm by default when using textured plate and 0.03mm by default when using non-textured plates.
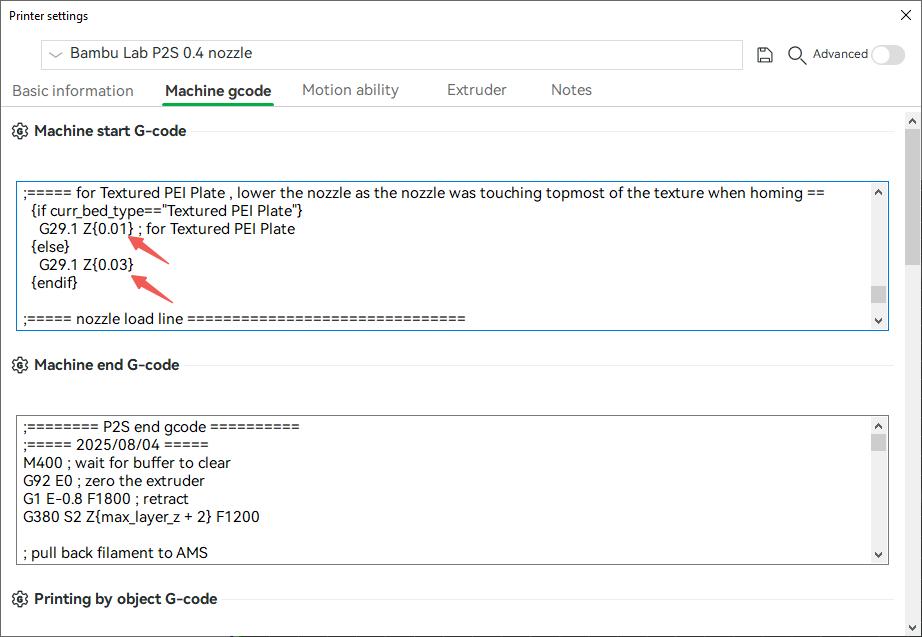
- Textured plate: ChangeG29.1 Z{0.01}toG29.1 Z{xxx}(xxxis the adjustment value). If the first layer is too low, you can change it to Z{0.03}, which means that the nozzle will be raised 0.02mm compared to the default setting when printing.
- Non-textured plate: For other types of build plate, such as smooth plate, changeG29.1 Z{0.03}toG29.1 Z{xxx}(xxxis the adjustment value). If the first layer is too low, you can change it to Z{0.05}, which means that the nozzle will be raised 0.02mm compared to the default setting when printing.
- Adjustment Methods
- First layer too high → Decrease offset (e.g., 0.01→-0.01)
- First layer too low → Increase offset (e.g., 0.01 →-0.03)
- Recommended adjustment ranges:
- Textured plate: -0.01mm~0.03mm
- Non-textured plate: 0.01mm~0.05mm
Heatbed Insulation Strategy for Large-Area First Layer
When printing a first layer with a large area and low height, to ensure optimal print quality, the printer will automatically adjust the preheating time according to the heatbed temperature during printing. This ensures sufficient preheating to reduce thermal deformation, thereby improving the first-layer printing quality.
Specific Strategies:
- Normal temperature (heatbed <90°C)
- Preheating time: 5 minutes
- Purpose: Uniformly heat the heatbed, reduce local thermal expansion differences, and ensure first-layer flatness.
- High-temperature printing (heatbed ≥90°C)
- Preheating time: 30 minutes
- Purpose: Since the device has no active chamber temperature control, it relies on the heatbed to slowly raise the chamber temperature above 50°C, ensuring full preheating for better first-layer quality.
Slutnoter
Vi håber, at den detaljerede vejledning, der er givet, har været nyttig og informativ.
Hvis denne vejledning ikke løser dit problem, bedes du indsende en technical ticket til Bambu Lab